4 Х роликовый механизм подачи проволоки
МПП. 2 ролика или 4? Вечный вопрос.
- Авторизуйтесь для ответа в теме
#1 selco
Удовольствие от высокого качества длится дольше чем радость от

- Город: Электросталь
Selco тоже подписался на мой канал, только не пойму с какого перепугу он это сделал, с таким отношением и ненавистью ко мне.
Андрей , да нет не какой ненависти и т.д. и даже для твоей пользы . Да может аппаратики и хороши в смысле импульса и настроек но меня “бесит” подавалка и она не о чем для люминия и особо 4043 да 5356 1мм проволочка и что бы мне не говорили коллеги будут мучаться со сваркой сими проволоками а они самые ходовые в диаметре 1мм , да и тебя же будут вспоминать не хорошими словами , поверь и это будет так, а по большому счету надо не тебя а китайцев будет вспоминать не хорошими, но будут тебя и так устроен свет ты замыкающие звено .
Это как с Гроверс , китайцы нахандрили в ПА . а все шишки Алексею (Техсвар)
Что нужно для хорошей протяжки алюминиевой проволоки , правильно стабильная подача и вот тут то и возникает проблема 2х роликов – сделаешь хороший прижим для стабильной подачи ну и поймаешь “петлю” может не сразу но поймаешь . сделаешь прижим таким чтобы происходил при утыкание и подклинивании проволоки таким чтобы ролик буксовал и да такое возможно но подачи стабильной не будет и ролик будет с буксом работать наточит опилок и т.д. 4ролика позволяют ослабить натяг так что бы при “клине” не образовывалась петля и будет букс(как нить кино сниму) и в то же время с таким натягом они подают стабильно проволоку и так должно и быть их 4 и все активные .
Вот даже у Picomig 180 puls 4ролика верхние ролики пассивные то есть только для прижима , так немцы под Ал рекомендуют докупить КИТ под АЛ то есть ролики + шестереночки и верхние уже становятся активными ну и учесть дотошность немцев и думаю не зря рекомендуют .
Ну и вот Lincoln они тоже знают толк в сварке алюминия и почитайте чо пишут и думаю тоже не случайно .
Сообщение отредактировал selco: 21 December 2019 23:34
- Наверх
- Вставить ник
#2 Hlorofos

- Город: Донецк РФ
- Наверх
- Вставить ник
#3 selco
Удовольствие от высокого качества длится дольше чем радость от
- Город: Электросталь
Не поверю, что у них нет возможности. Явно не для чернухи аппараты приобретались.
Да и поддержу сие , может не хотят а зря и если все в норме то это ПЛЮС аппаратику и Андрею в копилку , мне минус но я чо думаю то и пишу и уж звиняйте если чо не так. .
- Наверх
- Вставить ник
#4 almac
возникает проблема 2х роликов
Вот выдержка у мужика на видео.
Мы эту проблему частично решаем вот так.
А так, да, с 4-мя полноприводными повеселей всё же.
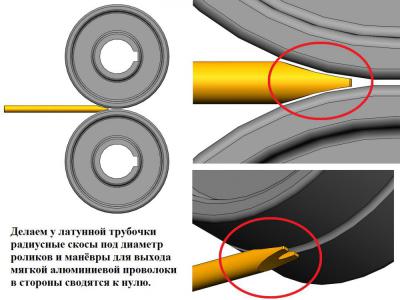
Кстати на четырёхроликовом также делаем, меняем среднюю между роликами,
ставим свою с радиусными выборками и чтобы точно подходила под ролики и на выходе соответственно так же.
Не понимаю почему сразу на производстве податчиков так не делают. На EWM примерно так и сделано, а что другие никак?

Сообщение отредактировал almac: 21 December 2019 23:25
- Наверх
- Вставить ник
#5 Шурпет

- Город: Саратов
almac , точно так же, как на картинке, подрезается и тефлоновый канал. До того вплотную к роликам, чтобы они даже чуть-чуть его касались. Ну, и прижим роликов минимальный, это само собой.
- Наверх
- Вставить ник
#6 selco
Удовольствие от высокого качества длится дольше чем радость от
- Город: Электросталь
Мы эту проблему частично решаем вот так.
Саш , ну латунная трубка под Ал нельзя и тефлон канал целиковый от самых роликов как на твоей второй картинке , ну и это не дает 100% гарантии от бороды и проволочка найдет куды загнуться .
- Наверх
- Вставить ник
#7 almac
проволочка найдет куды загнуться .
Я и написал – частично решает.
- Наверх
- Вставить ник
#8 almac
точно так же, как на картинке
После покупки EWM стали так делать. Ну немцы наверное не дураки, весь так сказать “трубопровод” чётко подогнан под ролики.

- Наверх
- Вставить ник
#9 ВлаДон
Сообщение отредактировал ВлаДон: 22 December 2019 13:31
- Наверх
- Вставить ник
#10 Миротворец

- Город: г. Иркутск. Александр, можно на ты
Тут Миротворец все по полочкам раскладывал и явного плюса в 4 роликах не увидел
- Наверх
- Вставить ник
#11 Миротворец
- Город: г. Иркутск. Александр, можно на ты
но я тоже считаю что 4 лучше чем 2
- Наверх
- Вставить ник
#12 selco
Удовольствие от высокого качества длится дольше чем радость от
- Город: Электросталь
Это касается только алюминия, на нерже и стали 4 ролика рулят.
Саш , да они везде рулят и в том числе и на люмини.
Вот на Лорхе один ролик подняли и показывают что усе путем и теперь разберем это по полочкам .
Первое у Лорха и верхний ролик активен то есть он тоже толкает , у Крамера нет.
Второе горелочку выпрямили и ровненко лежит .
Третье процесс не совсем горячий второй импульс кратковременный .
И подождем Крамера .
А вот так когда 160А да и горелочка изогнута , словите в миг бороду и повторюсь два ролика если прижать так чтобы был букс при подклинивании проволоки не получиться и не будет стабильной подачи , прижмем посильнее и будем ловить бороды и каждая борода минус 3метра проволоки .
Четыре ролика дают возможность сделать прижим таким чтобы при подклинивании происходил букс и в тоже время они обеспечивают стабильную подачу .
Вот так Крамера попытайте , а я посмотрю.
- Наверх
- Вставить ник
#13 Миротворец
- Город: г. Иркутск. Александр, можно на ты
Да может аппаратики и хороши в смысле импульса и настроек но меня “бесит” подавалка и она не о чем для люминия и особо 4043 да 5356 1мм проволочка и что бы мне не говорили коллеги будут мучаться со сваркой сими проволоками а они самые ходовые в диаметре 1мм , да и тебя же будут вспоминать не хорошими словами
Или личное личное видео о приемуществе 4-х роликов перед 2-мя на 1 мм алюминии или я вас всех забаню за дезинформацию.
- Наверх
- Вставить ник
#14 misha88
- Наверх
- Вставить ник
#15 selco
Удовольствие от высокого качества длится дольше чем радость от
- Город: Электросталь
Всё зависит от сопротивления канала и если оно больше, чем подающее сопротивление проволоки, то хоть 10роликов поставь, ничего не изменится, всё равно будет борода. 4 ролика необходимы для стали,
Саш , я же объяснил что четыре ролика можно ослабить прижим и с ними будет стабильная подача , с двумя такая история не проходит .
Или личное личное видео о приемуществе 4-х роликов перед 2-мя на 1 мм алюминии или я вас всех забаню за дезинформацию.
Ну и какая тут дезинформация и законы физики и выше уже приводили пример полноприводная Нива куды стабильнее себя ведет на бездорожье чем задне или даже переднеприводная .
Ну и сопротивление горелки и канала и за сим надо следить и если на тефлон налип люминий (а он налипает ) то тормоз будет и да 10 роликов не спасут и не какая чистка не поможет и только менять на новый .
ЗЫ был Мобимиг180 и он с двумя роликами как у Крамера и программа есть под АЛ , но вот сварки нет и я че к нему пуш-пул приткнул от Cebora и только тогда можно еще было варить.
Сообщение отредактировал selco: 28 December 2019 22:54
- Наверх
- Вставить ник
#16 Kurt1
я вас всех забаню за дезинформацию.
- Наверх
- Вставить ник
#17 Hlorofos
- Город: Донецк РФ
- Наверх
- Вставить ник
#18 selco
Удовольствие от высокого качества длится дольше чем радость от
- Город: Электросталь
, на Лорхе верхние ролики не активные стоят в данном видео, нижние ролики под сталь. Специально было сделано всё, что бы создать подаче максимум проблем.
Да не тот режим и я по первому времени варил роликами для стали короткие и не сильно амперные швы но проволоку пилят и каналу настанет конец на половине 200 мм катушки , да и горелочку по струнке уложили .
В общем спорить больше не намерен и давно уже усе изучено и опробовано учебники можно не переписывать, и вот Рутектор рекомендации дает и там есть специалисты
и бороду наматывал частенько, так как пластиковая Трубка не до самых роликов была продвинута, ну а если меньше прижим делаю, длина дуги плясать начинает.
Вот у меня не пляшет и пластиковую трубку на люминь не ставлю а сразу до роликов тефлон , бороды все ловили и будут особо когда канал старый и на нем люминь втерлась в тефлон .
Тяни -толкай спасет от бороды и то не на все 100%

ЗЫ , аппарат то может и годный вот только китайцы подающие пожалели
Сообщение отредактировал selco: 28 December 2019 23:47
- Наверх
- Вставить ник
#19 Миротворец
- Город: г. Иркутск. Александр, можно на ты
Ну и какая тут дезинформация и законы физики и выше уже приводили пример полноприводная Нива куды стабильнее себя ведет на бездорожье чем задне или даже переднеприводная .
Какие то не удачные примеры приводите. Подавалка проволоку толкает, а нива грязь месит. Я тебе даже скажу, что два ролика на Цеборе даже эффективнее чем 4, потому что 2 ролика слегка деформируя проволоку распрямляют её, а через 4 она так и идёт кольцами, создавая излишнее трение в канале. Видео я уже делал, как она распрямляется. Надеюсь объяснять не надо, что прямую проволоку на много легче толкать в канале, чем “пружину растянутую”?
Тут Валера сказал про канал, но я добавлю – конечно кагда он чистый, только зарядили, все пучком идет как по маслу но вот к концу катушки (особенно на китайской проволоки) канал уже набирает шелухи хоть с одним хоть с четырьмя, но на четырех эту катушку доработает увереннее а с одним роликом могут быть вопросы, или придется останавливаться и продувать канал или верить вашим убеждением и надеяться, что не будет бороды.
Вот всё правильно, причина не в роликах, а в канале, что я вам и утверждаю. Малейший перегиб, грязь в канале, залипание токосъёмника и 20 роликов вам не помогут.
Я вообще в целом что 4, лучше чем 2)я больше по черне работаю и был у меня 2 ролика, щас 4 и скажу что стабильнее с 4 роликами
если работать профессионально, то для стали только 4 ролика, особенно если аппарат навороченный.
- Наверх
- Вставить ник
#20 BUTCHER
“провалы” на двух роликах будут с алюминием и даже нерж точно вот только счастливый пользователь решит положить шовчик в 200мм так и сразу почувствует “провалы” и два ролика макс на 100мм шва и то с вопросом .
Я понимаю что тебе слабо ответить за свой флуд в теме. На видео были швы не 150-200мм а 320-400мм и тебе не понравилось как лежит горелкаи как работает пульс. Следующий твой шаг чтобы соскочить от ответа стало давление на то чтобы- проварить метр шва и чтобы горелка лежала свиным хвостом, я это сделал и даже более того, горелка 4 метра. И длина швов 1200мм вышла.
Так что теоризм не подтвержденный фактами, это обычная пустышка. Может к лету выйдет Аврора и кто купит, не обращайте внимание на теоретиков. Если надо будет проварить два метра по алюму, не обязательно даже дорабатывать механизм подачи, достаточно собрать правильно горелку. И с перекурами спокойно заварите без проблем. Главное не перегревать каконечник и спираль до той температуры, когда проволока начинает затираться и подклинивать, тут и сто роликов сделают бороду. Ну а если частенько работы по алюму, то само собой доработать и механизм.
Ну и отдельное спасибо Валере Селко что уничтожил тему и продажи полностью своими не подтвержденными теоремами и намеками, на то что аппарат скоро сломается, что надежности никакой, как будто он уже с завода дефектный, даже не опробовав аппарат и не видя в глаза. Только эти дефекты уделали большинство брэндовых однофазников.
В общем смотрите видео и через три-четыре дня тему можно удалять. Как раз за это время кто-то сможет опять опровергнуть увиденное, своми теориями.
Прикрепленные изображения

Сообщение отредактировал BUTCHER: 29 December 2019 16:17
Удовольствие от высокого качества услуг итальянонемецких шлюх, быстро заканчивается лечением последствий этих услуг.
Какие бывают механизмы подачи проволоки для сварки
Подающие механизмы (устройства подачи сварочной проволоки) – главное устройство в процессе полуавтоматической сварки. Подающие механизмы для сварочных полуавтоматов – устройства для подачи электродной сварочной проволоки в горелку.
В механизм устанавливается кассета со сварочной проволокой. Подающий механизм имеет редукторный привод для подачи сварочной проволоки с определенной скоростью в зависимости от заданных параметров сварочного процесса. В зависимости от толщины сварочной проволоки, механизмы подачи могут иметь от 1 до 3х пар подающих роликов, проталкивающих проволоку в горелку. Кроме того при больших диаметрах проволоки, могут использоваться сварочные горелки с зацепляющими роликами.
Подающие механизмы для полуавтоматов производства ИТС представлены целой линейкой устройств для работы со сварочной проволокой диаметром от 0,8мм до 5мм. Помимо основных конфигураций по спецзапросу в ИТС может быть изготовлен механизм для работы с более толстыми типами проволоки в т.ч. толстой порошковой проволоки для нестандартных работ по сварке.
В соответствии с используемой проволокой подающие механизмы полуавтоматов ИТС могут быть настроены под работу с необходимыми параметрами сварочного тока. Различные механизмы подачи ИТС настраиваются на работу с токами от 50А до 700А. Подающие механизмы стыкуются с сварочными инверторами, получившееся устройство называется сварочным полуавтоматом. В данном случае имеются в виду комплектные сварочные полуавтоматы, кроме них имеются сварочные моноблоки ИТС, в корпусе которых совмещены подающее устройство и инвертор.
С большим напряжением использование полуавтоматической сварки является задачей сложной, небезопасной и малоэффективной, такие задачи лучше решать автоматической сваркой.
Подающие механизмы полуавтоматов ИТС имеют год гарантии, так же всегда на складе имеются дополнительные комплектующие и запчасти.
Основные модели подающих механизмов производства ИТС:
Подающие механизмы
| Название | Кол-во роликов, шт. | Номинальный сварочный ток, А (ПВ) | Скорость подачи проволоки, м/ч | Диаметр проволоки, мм | Вместимость сварочной кассеты | Размеры, мм | Вес, кг | ||
| Стальная | Порошковая | Самозащитная | |||||||
| ПДГ-312-5 | 4 | 315 (60%) | 40-960 | 0,8-1,6 | — | — | 15 | 630х280х500 | 20 |
| ПДГ-322 | 2 | 315 (60%) | 70-930 | 0,8-1,4 | — | — | 15 | 160х430х270 | 7,5 |
| ПДГ-421 | 4 | 400 (60%) | 60-960 | 0,8-1,4 | 1,2 | — | 5 | 490х185х295 | 12 |
| ПДГО-510* | 4 | 500 (60%) | 120-1100 | 1,0-1,6 | 1,2-2,0 | — | 15 | 640х240х420 | 18 |
| ПДГО-511 | 4 | 500 (60%) | 60-960 | 0,8-2,0 | 1,2-2,0 | 1,6-2,0 | 15 | 440х290х530 | 17 |
| ПДГО-601 | 4 | 630 (100%) | 60-820 | 1,2-2,0 | 1,2-3,2 | — | 15 | 640х240х420 | 18 |
| ПДГО-602** | 4 | 630 (100%) | 104-980 | 1,2-2,0 | 1,2-3,2 | — | 15 | 560х350х360 | 26 |
| ПДГО-603 | 4 | 630 (100%) | 104-980 | 1,2-2,0 | 1,2-3,2 | — | 30 | 1000х500х400 | 28 |
*- в стандартной производственной программе представлена также модификация подающего механизма ПДГО-510 — ПДГО-510А
(поставляется с автономным БУСП-2К-506/24В).
**- ПДГО-602 имеет ступенчатое регулирование скорости подачи электродной проволоки (28 ступеней) с помощью сменных зубчатых шестеренок
Подающий механизм ПДГ-312-5
| Подающий механизм ПДГ-312-5 закрытого типа. Внутри установлен 2-х роликовый редукторный привод CWF 3110, кассета для сварочной проволоки, тормозное устройство, плата управления и электромагнитный клапан. На панели механизма имеются резисторы регулировки скорости подачи сварочной проволоки и напряжения, технологических временных интервалов. Имеется версия ПДГ-312-5 с цифровой индикацией режимов сварки, четырехроликовым приводом подачи. |
Подающий механизм ПДГ-401
| Подающий мехазм ПДГ-401 предназначен для полуавтоматической сварки на постоянном токе плавящейся электродной проволокой в среде защитных газов в комплекте с источниками для МИГ/МАГ сварки. |
Плавная регулировка выходного напряжения сварочного источника и скорости подачи электродной проволоки с подающего механизма.
Обеспечивает стабилизацию скорости подачи сварочной проволоки и обратную связь по напряжению на двигателе подачи сварочной проволоки, что позволяет производить качественную сварку на расстоянии до 40 метров от сварочного источника.
Стабильная скорость подачи сварочной проволоки при длине шлейфа горелки 3 — 5 м и изгибах шлейфа.
Механизм подачи сварочной проволоки

Механизм подачи электродной проволоки обычно состоит из электродвигателя, редуктора и системы подающих и прижимных роликов. Механизм обеспечивает подачу электродной проволоки по гибкому шлангу в зону сварки.
Приводом могут использоваться двигатели переменного или постоянного тока. Скорость подачи в первом случае изменяют ступенчато-сменными шестернями, во втором — плавным регулированием за счет изменения частоты вращения двигателя.
Конструктивное оформление механизма подачи во многом зависит от назначения полуавтомата. В полуавтоматах для сварки проволокой большого диаметра механизм подачи размещен на передвижной тележке и располагается в отдельном корпусе. В полуавтоматах с проволокой малого диаметра он установлен в переносном футляре и расположен непосредственно на корпусе держателя.
Наибольшее распространение получили полуавтоматы толкающего типа. Подающий механизм подает проволоку путем проталкивания ее через гибкий шланг к горелке. Устойчивая подача в этом случае возможна при достаточной жесткости электродной проволоки.
В полуавтоматах тянущего типа механизм подачи или его подающие ролики размещены в горелке. В этом случае проволока протягивается через шланг. Такая система обеспечивает устойчивую подачу мягкой и тонкой проволоки. Имеются полуавтоматы с двумя синхронно работающими механизмами подачи, осуществляющими одновременно проталкивание и протягивание проволоки через шланг (тянущего-толкающего типа).
Гибкий шланг в полуавтоматах предназначен для подачи электродной проволоки, сварочного тока, защитного газа, а иногда и охлаждающей воды к горелке. С этой целью применяют шланговый провод специальной конструкции. Внутри провода для направления проволоки расположена спираль, изолированная от токоведущей части бензостойкой изоляцией. Вместе с токоподводящей частью помещены изолированные проводники цепей управления. Провод заключен в хлопчатобумажную оплетку и покрыт резиновой изоляцией. Применяются и составные шланги, состоящие из нескольких трубок и проводов для подачи тока, газа и воды, собранных в общий жгут.
Сварочные горелки предназначены для подвода к месту сварки электродной проволоки, сварочного тока и защитного газа или флюса, а также для ручного перемещения и манипулирования ими в процессе сварки. При этом сварщик располагает держатель в руке и перемещает его вдоль шва. Быстро изнашивающимися частями держателя (при сварке в защитных газах горелками) является токоподводящий наконечник и газовое сопло, изготовляемые из меди. При сварке под флюсом на держателе устанавливается бункер для флюса.
Специалисты фирмы ELECTREX разработали и внедрили в производство принципиально новый механизм подачи проволоки COLDWIRE для аргонодуговой TIG сварки. Механизм подачи COLDWIRE работает с различными типами горелок, обеспечивая непрерывную и импульсную подачу присадочного металла в зону сварки. Отлично подходит как для ручной, так и для автоматической сварки. Используя данный блок подачи, можно добиться высокой производительности и эффективности труда сварщиков, особенно при сварке длинномерных швов высокохромистых сталей, а также снизить потери сварочного материала до минимума.
Подающий механизм ПДГ-421
| Подающий механизм ПДГ-421 закрытого типа («Адмиралтеец»), внутри которого установлен 4-х роликовый редукторный привод CWF 4110, электромагнитный клапан, плата управления и газовый тракт. Органы управления сварочным режимом расположены на лицевой панели подающего механизма. Стыковочный узел с горелкой выполнен со втычным соединением. Возможно исполнение с евроразъемом Отличие от подающего механизма ПДГ-322М заключается в том, что плата управления в подающем механизме ПДГ-421 находится внутри корпуса подающего механизма и не имеет таких функциональных возможностей, как у ПДГ-322М. |
Подающий механизм ПДГО-510
| Подающий механизм сварочной проволоки ПДГО- 510. Используется в составе комплектного сварочного полуавтомата. Подключается к сварочному источнику для MIG/MAG сварки. Служит для подачи сварочного плавящегося электрода и защитного газа в точку сварки. В качестве плавящегося электрода в подающем механизме ПДГО- 510, допускается использование сплошных типов сварочной проволоки, а так же различных типов сварочной порошковой проволоки. В качестве защитного газа ПДГО- 510 допускает любой тип, в зависимости от типа применяемой проволоки. |
Плата управления ПДГО- 510 позволяет переключать режимы сварки с 2-хтактного на 4-хтактный, обеспечивает работу функций «мягкий старт» и растяжка дуги», Inter Lock –разрыв дуги. Продувка газа осуществляется автоматически до и после сварки.
Конструктивные варианты
Исходными требованиями к рассматриваемому узлу является его универсальность, сравнительно быстрая переналаживаемость, возможность работы с проволокой различного диаметра, компактность и возможность управлять скоростью перемещения проволоки к зоне сварки.
Типовая конструкция данного узла включает в себя:
- Катушку, на которой устанавливается кассета с исходным материалом.
- Приводной асинхронный трехфазный двигатель переменного тока, который рассчитывается на работу со сравнительно небольшим рабочим напряжением (не выше 36 В).
- Многоступенчатый червячный редуктор, при помощи которого можно изменять скорость перемещения проволоки.
- Сменные зубчатые колеса, от которых получают вращение подающие ролики.
- Комплект подающих роликов, которые имеют возможность своего осевого регулирования под различный диаметр сварочной проволоки.
- Подающая втулка, которая, в зависимости от размещения узла, обеспечивает перемещение материала вне его корпуса.
- Опорная рама, на которой размещены все элементы данного узла. Рама может снабжаться транспортирующими колесиками.
- Блок предварительного натяжения проволоки (устанавливается до роликов).
Компоновка отдельных узлов, из которых состоит подача проволоки для полуавтомата, зависит от способа подачи проволоки. Она может быть тянущей, толкающей и смешанной.
Тянущий вариант предусматривается в том случае, когда мощности приводного электродвигателя недостаточно для того, чтобы протягивать проволоку роликами с максимально требуемой скоростью. Для этого механизм протягивания размещается в ручке сварочной горелки. Это хоть и утяжеляет саму горелку, но способствует более равномерной скорости перемещения, что особенно важно для обеспечения повышенного качества сварного шва и стабильности его габаритных размеров. Для того, чтобы рука сварщика не уставала, предусматривается специальная подставка. Вследствие этого такая конструкция менее распространена, поскольку рассчитана в основном на сварщиков-профессионалов.
При толкающем варианте все подвижные детали располагаются в корпусе самого узла, а точное направление обеспечивается соответствующей регулировкой направляющей втулки, которая располагается после приводных роликов. Такая компоновка требует, чтобы узел подачи располагался рядом с рабочим местом сварщика. В случае возникновения каких-либо проблем с данным механизмом сварка прервется, что неизбежно отразится на ее качестве. Поэтому толкающая подача более требовательна к надежности действия приводного электродвигателя.
Комбинированная подача, когда в узле имеется и толкающий, и тянущий приводы, наиболее безопасна: при возникновении проблем внутри корпуса перемещение продолжится автономным устройством, которое смонтировано в сварочной горелке. Тем не менее такая схема отличается наибольшей сложностью, а потому применяется вынужденно: например, при значительных расстояниях между полуавтоматом и механизмом подачи. Тянуще-толкающей подачей оснащаются наиболее мощные типоразмеры сварочных полуавтоматов.
Таким образом, выбор наиболее подходящей схемы механизма подачи сварочной проволоки для полуавтомата зависит от условий сварки и квалификации работающего.
Подающий механизм ПДГО-510А
| Подающие механизмы ПДГО-510А-1, ПДГО-510А-2, в отличие от ПДГО-510-6, работают в комплекте с блоком с ШИМ — управлением типа БУСП-2К — 24 В, его модификациями или аналогичными блоками управления. Полуавтомат ПДГО-510А-1 имеет повышенное усилие проталкивания сварочной проволоки на малых скоростях, за счет использования двигателя повышенной мощности, что важно при сварке проволоками большого диаметра, более 1,6 мм. Подающие механизмы ПДГО-510А-1, ПДГО-510А-2, в отличие от ПДГО-510-6, работают в комплекте с блоком с ШИМ — управлением типа БУСП-2К — 24 В, его модификациями или аналогичными блоками управления. |
Подающий механизм ПДГО-510Т
| Подающий механизм ПДГО-510Т полузакрытого типа. ПДГО-510Т предназначен для работы с выпрямителями типа ВД-506ДК. Внутри подающего механизма установлен 4-х роликовый редукторный привод CWF 5110, электромагнитный клапан, плата управления сварочным циклом, плата обратной связи по напряжению на двигателе подачи сварочной проволоки и газовый тракт. Внутри корпуса подающего механизма установлены регулировочные резисторы для регулировки времени продувки газа до и после сварки, вылета сварочной проволоки. Органы управления сварочным режимом расположены на лицевой панели (резисторы регулировки скорости подачи сварочной проволоки и напряжения на дуге). |
Популярные модели
Компания Lincoln Electric выпускает целую линейку двух- и четырех- роликовых механизмов, подающих сварочную проволоку. Не стоит забывать и про другие торговые марки.
LF-37, 38
Модели LF-37, LF-38 разработаны для использования в условиях высокой влажности и запыленности. Они работают на катушках 300 мм (15кг), а также могут использовать катушки 200 мм (5кг).
В качестве проволоки может применяться сплошная или порошковая. Имеется датчик потока газа, который полезен при работе с длинными кабелями. Все настройки интуитивно понятные, после нажатия кнопки «выбор» видны режимы 2/4 такта, можно регулировать предварительную протяжку до начала работ, предусмотрен горячий и мягкий старт (Hot/Soft) и заварка кратера.
Можно выбрать язык отображения информации на экране. Механизм LF38 имеет набор программ и блок памяти, обеспечивающий запись 10 режимов заданных параметров.
Аппарат имеет малые габариты, большие индикаторы, отображающие параметры в процессе сварки. Имеются соединительные кабели для жидкостного охлаждения. Может работать с проволокой диаметром от 0,6 мм до 1,6 мм. Производитель дает 3 года гарантии.
MSF 57
Одним из лучших устройств подачи проволоки для сварочных работ является MSF 57 фирмы Kemppi.
Устройство MSF 57 имеет четыре ролика. Применяется проволочная кассета диаметром 300 мм. Качество этого механизма подачи находится на высоком уровне. Это, пожалуй, самый надежный и удобный механизм на рынке по откликам пользователей.
Модель MSF 57 мощность 100 Вт питается от 50 В. Сварочная проволока может подаваться в ней со скоростью от 0 до 25 м в минуту.
Механизм может работать с нержавеющей проволокой диаметром от 0,6 мм до 1,6 мм, с порошковой от 0,8 мм до 2,0 мм, с алюминиевой от 1,0 мм до 2,4 мм.
Форсаж МПЦ02
Хорошо себя зарекомендовал механизм подачи проволоки «Форсаж МПЦ02» от российского производителя. Он имеет цифровое управление параметрами, регулирует скорость подачи проволоки в диапазоне 2-20 м/мин.
Устройство имеет сменные ролики, что позволяет быстро перенастраиваться на различные диаметры, работает с катушками до 300 мм. В механизме предусмотрена регулировка времени продувки газа перед сваркой от 0 до 0,5 с, после сварки от 0 до 10 с. Мощность редуктора составляет 120 Вт.
Некоторые умельцы из сварочного инвертора делают полуавтоматы, добавляя отдельный блок подачи проволоки. Но по большей части они представляют собой нерегулируемые подающие механизмы по своим характеристикам значительно уступающие промышленным образцам.
При изготовлении полного аналога какой-нибудь модели стоимость комплектующих будет значительно выше готового аппарата.
Подающий механизм ПДГО-511
| Подающий механизм закрытого типа ПДГО-511 предназначен для полуавтоматической сварки сплошной и порошковой проволокой на постоянном токе в среде защитных газов в комплекте с источниками для МИГ/МАГ сварки. Подающий механизм состоит из двух блоков рамной конструкции и стандартной 15-кг кассеты, закрытой кожухом. Подающий механизм ПДГО-511 предназначен для работы в тяжелых условиях труда с выпрямителями типа ВД-306ДК, ВД-506ДК, ВДУ-506С-4 и другими имеющими жесткую или комбинированную характеристику. Внутри нижнего блока подающего механизма установлен 2-х роликовый редукторный привод с прижимным регулировочным устройством, электромагнитный клапан и газовый тракт. В верхнем блоке располагается плата управления сварочным процессом и органы управления процессом. |
Принцип действия
Ординарный механизм подачи состоит из электродвигателя постоянного тока, понижающего редуктора, прижимного и ведущего ролика, направляющего и входного каналов. Кроме этого имеется рычаг с пружиной и винт, выполняющий роль регулятора прижимного усилия.
При подаче напряжения на электродвигатель, его вал начинает вращаться с определенной скоростью. На одном валу с электродвигателем находится редуктор, который понижает количество оборотов до необходимого числа.
Выходной вал редуктора вращает толкающий/тянущий ролик, тот в свою очередь тянет за собой сварочную проволоку, прижатую к нему вторым роликом. Для устранения проскальзывания имеется регулировочный винт, который воздействует на прижимную пружину. Она необходима для более мягкого и постоянного воздействия на ролик.
Подающий механизм в сварочном полуавтомате может иметь отдельный блок регулировки, запускаемый с кнопки на рукоятке горелки. Некоторые модели имеют сменные втулки на направляющих каналах.
Это позволяет переналаживать оборудование под различные диаметры проволоки. Кроме этого, механизмы имеют в своей конструкции клапан и фитинг для подключения горелок с водяным охлаждением.
Часть четырехроликовых устройств имеют дополнительную пару роликов перед подающим блоком. Их задача заключается в выравнивании присадки. Обычно их применяют в случае применения порошковой проволоки толщиной от 0,8 мм до 4 мм.
Подающий механизм А-547У
| Подающий механизм А-547У предназначен для сварки изделий из стали стальной проволокой в среде защитных газов на постоянном токе. Полуавтомат состоит из подающего механизмаА-547, шкафа управления полуавтоматом и выпрямителя ВС-300Б. Подающий механизм А-547У закрытого типа без платы управления. Схема управления смонтирована в отдельном шкафу. В подающем механизме А-547У установлен 2-х роликовый редукторный привод, кассета для сварочной проволоки, тормозное устройство и электромагнитный клапан, резистор регулировки скорости подачи сварочной проволоки. |
Виды устройств
В зависимости от способа подачи сварочной проволоки, механизм может быть:
- толкающим;
- тянущим;
- комбинированным.
Толкающие механизмы вместе с катушкой располагаются в корпусе сварочного аппарата или в виде отдельного блока. Это самый распространенный вариант исполнения.
По направляющему каналу он проталкивает присадочную проволоку через горелку непосредственно в зону сварки. Благодаря своему расположению, он облегчает работу сварщика.
Механизмы тянущего действия располагаются в корпусе горелки. Это позволяет работать с более длинными направляющими каналами. Недостатком данного принципа действия является снижение производительности и работоспособности сварщика из-за более тяжелой горелки.
Комбинированные устройства сочетают в себе оба принципа действия, но встречаются крайне редко.
В зависимости от толщины применяемой присадки подающие механизмы бывают двух- или четырехроликовые. Для проволоки толщиной 1-1,2 мм обычно используется двухроликовый механизм с одним ведущим и одним прижимным. Для присадки большего сечения применяют по два ролика каждого вида.
Внешние механизмы подачи бывают полностью автономными, переносными или стационарными. Современные устройства комплектуются информационными панелями. Они позволяют контролировать и регулировать параметры оборудования.
В устройстве имеется блок электронного управления, который при необходимости регулирует скорость подачи сварочной проволоки, изменяющуюся в зависимости от технологии, условия работы и умений сварщика.
В некоторых моделях есть возможность запоминания режимов сварки. Предусмотрен режим холодной протяжки, когда подача проволоки в зону сварки происходит без поджига горелки.
Имеется возможность продувать шланг защитным газом перед началом сварочных работ и когда они закончились, чтобы убрать пыль и влагу.

