Аллигаторные ножницы для металлолома
Аллигаторные ножницы и их применение
Аллигаторные ножницы являются одной из разновидностей приводных рычажных ножниц для разрезания металла, характерная особенность которых – открытый зев, напоминающий крокодилью пасть – и предопределила их наименование. Применяется такое оборудование преимущественно для резки металлолома и скрапа чёрных металлов, а также для разделки прокат сложных профилей – швеллера, квадрата, уголка и т.д.

Аллигаторные ножницы Kajman 1000
Конструкция и назначение узлов
Параметры и конструктивные исполнения, с которыми производятся аллигаторные ножницы, регламентируются техническими требованиями ГОСТ 15032. Типовыми узлами рассматриваемого оборудования являются:
- электродвигатель;
- клиноременная передача;
- маховик;
- понижающая зубчатая передача;
- муфта включения;
- коленчатый вал;
- балансир с рабочим инструментом – ножами.
Функционируют рассматриваемые механизмы во многом подобно кривошипным/эксцентриковым прессам тихоходной компоновки. Движение подвижного ножа (в частности, для ножниц Н315 с усилием 315 тс) обеспечивается следующим образом. Электродвигатель передаёт крутящий момент клиноременной передаче, которая вращает массивный маховик. Его назначение – компенсировать перепады кинетической энергии вращения, которые неизбежно возникают при прямом и обратном цикле работы оборудования.

Ножницы аллигаторные скрапные модели Н 313
В маховике монтируется муфта включения. У более старых моделей – например, для Н313 номинальным усилием 1500 кН – муфта выполняется с жёсткими поворотными шпонками. Это ограничивает допустимый момент и снижает предельное количество включений в минуту. Зато нет необходимости в подключении Н313 к системе пневматической сети повышенного давления, и это делает технику приемлемой для использования на открытых площадках, в частности, на базах по приёмке металлолома.

Гидравлические аллигаторные ножницы
Аналогично устроен и привод оборудования усилием 315 тс.
При включении муфты маховик передаёт вращение промежуточному валу, а от него через прямозубую зубчатую передачу – главному, кривошипному, валу. К эксцентрику вала прикреплён рычаг, противоположный конец которого соединён с осью качающегося балансира. Вторая ось балансира закреплена на станине оборудования. На рабочем торце балансира имеется посадочное место для рабочего инструмента – ножей, которые изготавливаются из инструментальных сталей повышенной твёрдости и с высоким сопротивлением на срез. В качестве таких, в зависимости от марки разрезаемого проката, могут использоваться стали У12А, У13 и т.п.
Некоторое применение получили аллигаторные ножницы передвижного исполнения, для чего используются специальные тележки. Не отличаясь большими технологическими усилиями, они мобильны, и, при наличии на базе приемки металлолома стационарной сети напряжением 380 В, могут оперативно перемещаться с одного места работы к другому.
Прогрессивные модели
Основной тренд, в котором совершенствуются аллигаторные ножницы – это применение более надёжных механизмов включения. Например, для оборудования больших усилий используются пневмофрикционные муфты, позволяющие увеличивать предельное число ходов и обеспечивающие отключение привода при его вероятных перегрузках.
В последние годы стремительно растёт удельный вес такого оборудования, как гидравлические аллигаторные ножницы. К ним относятся, в частности, аллигаторные ножницы q43-1600 китайского производства, а также отечественные аллигаторные ножницы с гидроприводом модели Н2732. Оба агрегата имеют одинаковое номинальное усилие 1600 кН, и оснащены гидравлическим прижимом проката перед отрезкой, что повышает удобство эксплуатации, и увеличивает качество реза металла. Аллигаторные ножницы с гидроприводом позволяют автоматизировать цикл разделения стальных заготовок, что улучшает оперативность приёмки металлолома, в частности, относительно длинномерных его частей.
Модернизируются и более старые модели: в частности, аллигаторные ножницы модели Н315, (номинальным усилием 315 тс) снабжаются механическим прижимом разрезаемого металла и ограждением рабочей зоны.

Ножницы аллигаторные Н2732
Характерными отличиями ножниц модели Н2732 являются:
- регулирование частоты ходов (качания балансира) в пределах 15…45 в минуту, что позволяет оптимизировать производительность резки в зависимости от вида металлолома;
- возможность резки широкой полосы;
- расширенный диапазон размеров отрезных ножей.
Ножницы Н2732 имеют надёжное ограждение станины, что исключает попадание в зону реза посторонних предметов.
Применение такой техники на пунктах приёма металлолома обеспечивает оперативную разделку металлолома на более мелкие фрагменты, и облегчает его последующую транспортировку к местам последующей переплавки сырья.
Аллигаторные ножницы КНР
Большое количество оборудования для переработки металлолома, предлагаемого компанией “АЛЬФА-СПК”, дополняют аллигаторные ножницы для резки лома и металлолома. Аллигаторные ножницы моделей Q43-1600, Q43-2000, Q43-2500, Q43-3150, Q43-5000 – это идеальное дополнение, которое позволит повысить до максимума отдачу вашей ломоперерабатывающей площадки и оптимально выполнить любые работы по порезки лома в необходимые размеры.
Аллигаторные ножницы для резки металлолома
Все аллигаторные ножницы оснащаются съемными ножами с 4 режущими кромками, что значительно сокращает затраты на обслуживание. Замена пробивных наконечников занимает очень мало времени и может быть выполнена непосредственно человеком, работающим на аллигаторных ножницах. Несущая конструкция и подвижная часть аллигаторных ножниц выполняется из конструкционных и износостойких марок стали. Большой размер цилиндров позволяет достичь наивысших показателей усилия по сравнению с аналогичными аллигаторными ножницами, предлагаемыми на рынке.


Предлагаемый нами модельный ряд аллигаторных ножниц очень широк – аллигаторные ножницы различаются по раскрытию ножей и режущему усилию: от 160 до 500 тонн. Выбор правильной модели аллигаторных ножниц также зависит от вашего объема переработки металлолома и толщины перерабатываемого материала.


Использование аллигаторных ножниц
Аллигаторные ножницы применяются для быстрого разрезания в холодном состоянии длинномерного лома и металлолома, состоящего из кабелей, строительного железа, стали, свинца, алюминия, цинка и других металлов. Используются на предприятиях, занимающихся сбором и переработкой металлического лома и металлолома, в различных отраслях промышленности, и других предприятиях связанных с образованием металла. Надежный корпус и ножи имеют долгий срок службы, легко разрезают жесткие металлические материалы. Ножницы аллигаторные выдерживают высокие нагрузки, максимальное усилие ножа до 5000 kH. Ножницы имеют компактную конструкцию и не требуют специальных строительных работ для монтажа и эксплуатации. В качестве коммуникаций необходим только источник электроэнергии.


Применение аллигаторных ножниц позволяет существенно сократить расходы на переработку металлических отходов. Китайские аллигаторные ножницы могут работать как в автоматическом непрерывном, так и в ручном режиме.
Пресс-ножницы для металлолома

Металлолом, поступающий на склады приемок металлолома, в большинстве случаев не готов к дальнейшей переработке, поскольку имеет негабаритные размеры. Для резки лома цветных и чёрных металлов применяются пресс-ножницы.
Виды и характеристики разделительного ломоперерабатывающего оборудования
Пресс-ножницы для металлолома относятся к одной из следующих групп:
- Арматурные ножницы, предназначенные для резки длинных прутков арматурного проката, остающихся после разрушения отслуживших свой срок железобетонных конструкций;
- Аллигаторные ножницы, используемые при разрезке негабаритного скрапа, преимущественно в идее прутков, швеллеров и толстых полос;
- Комбинированные пресс-ножницы, являющиеся наиболее универсальным видом рассматриваемого оборудования, т.к. дополнительно к вышеперечисленным функциям аллигаторных ножниц могут выполнять ещё и операции пробивки отверстий в металлоломе.
Технические параметры и прочие требования к ножницам для резки металлолома регламентируются действующим ГОСТом 15032.
Разделительное оборудование, пригодное для предварительной переработки металлолома, должно отвечать ряду специфических требований:
- Допускать удобную ориентацию и фиксирование лома в рабочем пространстве ножниц;
- Отличаться широким диапазоном допускаемой толщины лома;
- Иметь возможность автономного подключения к энергокоммуникациям ломоперерабатывающих предприятий;
- Отличаться простотой и надёжностью кинематической схемы.
В основном, привод пресс-ножниц для металлолома – механический, хотя известны и типоразмеры с гидроприводом (они чаще применяются для разрезки особо крупногабаритного лома). Например, навесные гидроножницы применяются для резки жд вагонов.
Конструкция и принцип работы аллигаторных скрапных ножниц
Кинематической особенностью схемы такого оборудования является наличие возвратно-качающегося механизма кривошипно-кулисного типа.

Аллигаторные ножницы AYMAS HM52
Аллигаторные ножницы работают так: движение от индивидуального электродвигателя через клиноременную передачу сообщается маховику, который свободно вращается в подшипниках приёмного вала. На том же валу смонтирована цилиндрическая прямозубая передача, передающая крутящий момент на промежуточный вал, где консольно установлена другая передача такого же типа. Имеющаяся на противоположном конце этого вала пара зубчатых колёс приводит в действие одноколенчатый вал, на котором установлена система включения. Она представляет собой механическую муфту с поворотными шпонками. Выбор такой, относительно несовременной, конструкции муфты обусловлен двумя обстоятельствами – малой скоростью основного исполнительного механизма ножниц, и требованию к муфте включения действовать при отсутствии на предприятии системы выработки сжатого воздуха.
От коленчатого вала ножниц движение через нерегулируемый шатун передаётся балансиру – прочной ножевой балке, которая совершает качательные движения на оси, прикреплённой к столу. На противоположной стороне балансира имеется посадочное место для съёмных подвижных рабочих ножей, которыми и производится разделка металлолома. Неподвижный нож размещён на столе ножниц.

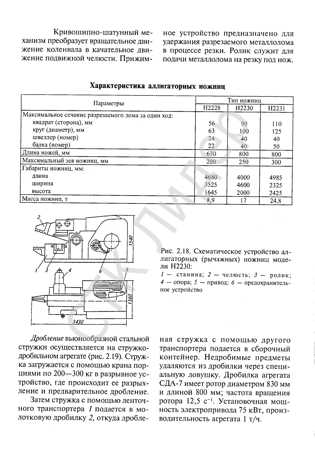
Характеристика аллигаторных ножниц Н2228, Н2230, Н2231
Особенностью такой схемы является сравнительно небольшая скорость хода подвижного ножа при увеличенном значении крутящего момента, который развивается приводом. Это обеспечивает оборудованию необходимую функциональность при значительной величине рабочего хода, что случается во время разделки крупногабаритного лома.
Подобную кинематическую схему имеют и арматурные ножницы. Однако здесь диапазон разрезаемых диаметров значительно меньше, а потому привод данного оборудования – одноступенчатый. Это повышает производительность работы арматурных ножниц, снижает габаритные размеры оборудования в плане и увеличивает суммарный КПД привода.
Большинство моделей ножниц для резки металлолома имеет открытые зубчатые передачи. Они менее требовательны к условиям обслуживания, хотя и отличаются повышенным шумом при работе. Управление режимами работы ножниц осуществляется только от кнопочного пульта: применение ножного, педального включения невозможно из-за требований по безопасности обслуживания.
Пресс-ножницы, используемые в ломопереработке
Существенным ограничением функциональности аллигаторных ножниц считается наличие бокового сдвигающего усилия во время резки, вследствие чего ухудшается качество реза, и повышаются требования по безопасности обслуживающего персонала. Этот недостаток устраняется применением комбинированных пресс-ножниц.

Пресс-ножницы с гидравлическим приводом для металлолома
Принцип действия таких ножниц заключается в следующем. Движение от электродвигателя через маховик и зубчатую передачу передаётся главному исполнительному механизму кривошипно-клинового типа. При этом в ползуне ножниц располагается комплект подвижных ножей, которые включает в себя инструмент для резки сортового и профильного проката, а также широкополосного лома. Неподвижные ножи закрепляются на станине и/или столе. В результате реализуется возвратно-поступательное перемещение ползуна в регулируемых направляющих, при котором сдвигающие усилия практически отсутствуют. Отдельным приводом производится пробивка отверстий в ломе, которые могут использоваться в качестве транспортных.
Недостатком комбинированных пресс-ножниц является необходимость замены комплекта ножей, при изменении габаритных размеров разрезаемого лома.
Скрапное разделительное оборудование, действующее от электропривода – стационарное, и может функционировать лишь непосредственно на базах приемах металлолома. Но часто возникает необходимость в оперативной разделке крупных стальных фрагментов металлолома непосредственно на месте его нахождения. В таких ситуациях не обойтись без гидравлических ножниц, для привода которых может быть использовано любое гидрооборудование.
Гидравлические пресс-ножницы
Стационарные
Рассматриваемое оборудование состоит из следующих основных узлов:
- Станции подачи рабочей жидкости (применяется преимущественно масло);
- Узла загрузки разрезаемого материала (часто входит в один комплект с ножницами, но может поставляться и отдельно);
- Возвратно-поступательно перемещающейся траверсы, к которой крепится подвижный нож;
- Механизма прижима, который последовательно производит фиксацию разрезаемого фрагмента, а затем его плющение;
- Рабочего стола, к которому крепится неподвижный нож;
- Силовых гидроцилиндров.

Стационарные гидравлические ножницы
Характерной особенностью гидравлических скрапных ножниц является увеличенное значение рабочего хода траверсы, что позволяет в свободном пространстве располагать большие по высоте и габаритные элементы – части металлоконструкций, утилизируемые корпуса автотранспорта, стальных полувагонов и т.п.
Пример работы гидравлических аллигаторных ножниц – видео:
Сам процесс разделки происходит в следующей последовательности. Траверса поднимается в крайнее верхнее положение, после чего шиберный механизм подачи перемещает подлежащий разрезке фрагмент в рабочий зазор между ножами. Там он прижимается гидроцилиндрами механизма прижима, после чего включается привод траверсы. Ножи имеют угол скоса, в зависимости от типоразмера, до 3 0 , ввиду чего резка скрапа происходит неодновременно, а малый угол не дает лому выскальзывать из рабочей зоны в момент начала резки. Это снижает потребное усилие разделки и экономит мощность насоса, обеспечивающего необходимое технологическое усилие процесса. После разделения металлолом по склизу за ножевой балкой попадает в ломоприёмник, откуда извлекается краном или иным подъёмно-транспортным устройством.
Особой популярностью пользуются комбинированные исполнения стационарных гидравлических ножниц. Их конструкцией предусмотрено наличие прессовочной камеры, одна из стенок которой служит ножевой балкой. Такое ломоперерабатывающее оборудование может последовательно производить резку и пакетирование.
Технические возможности гидравлических ножниц:
- Номинальное усилие реза и пакетирования, МН – 4…6,3;
- Наибольшая величина рабочего хода ножевой балки, мм – 200;
- Усилие прижима, МН – 1,6;
- Максимальное давление в системе гидропривода, МПа – 32;
- Технологическая ширина траверсы, мм – 2100;
- Суммарная мощность привода, кВт – 166.
к содержанию ↑
Мобильные
Данный вид разделительного оборудования снабжён рабочей платформой, при помощи которой может производиться транспортировка оборудования к месту его непосредственного применения. В нашей стране наибольшей популярностью пользуются мобильные гидравлические пресс-ножницы совместного российско-румынского производства ALFA-POPECI производственной размерной линейки ALC. Оборудование комплектуется загрузочным краном-манипулятором.

мобильные гидравлические пресс-ножницы для металлолома
Конструктивные особенности применения оборудования состоят в следующем:
- Ножницы могут быть установлены на любую устойчивую бетонную площадку;
- Применение одного силового цилиндра позволяет снизить расход масла для полноценной работы привода, существенно уменьшив при этом габариты оборудования;
- Привод силовой насосной установки – дизельный, от аккумуляторов (опционально поставляется также вариант с двигателем переменного тока);
- Для перемещения ножниц используются сёдельные тягачи, оснащённые механизмом подъёма и выдвижения рабочей платформы с ножницами;
- Управление ножницами может производиться также от дистанционного пульта, в связи с чем для выполнения операций разрезки достаточно одного оператора;
- Наличие гидравлической блокировки перемещения ножей при превышении допустимой высоты разрезаемого фрагмента.

передвижные мобильные пресс-ножницы
В зависимости от типоразмера мобильными ножницами могут выполняться следующие технологические переходы:
- Разрезка лома с максимальным усилием 4…8 МН;
- Предварительная загрузка разделяемого лома в камеру с наибольшим габаритным размером в плане до 6000 мм;
- Боковой прижим усилием 1,25 МН;
- Фиксация разрезаемого лома при помощи поддерживающего устройства, которое имеет перемещение до 800 мм;
Мобильные гидравлические ножницы характеризуются неприхотливостью узлов, и могут функционировать при температуре до -20 0 С. Процесс резки на них отличается от общепринятого тем, что в рабочей траверсе устанавливаются дополнительные скошенные ножи, которые одновременно с разрезанием лома производят его перемещение к оси движения траверсы. Этим исключается опрокидывающий момент на станину, и улучшается безопасность эксплуатации оборудования.
Пресс-ножницы для лома
Аллигаторные пресс-ножницы для металлолома Q43-315
Аллигаторные пресс-ножницы для металлолома Q43-250
Аллигаторные пресс-ножницы для металлолома Q43-160
Показать поставки









Аллигаторные пресс-ножницы используются предприятиями как промежуточное звено, для разрезания различных видов металлической продукции (круглая сталь, квадратная, швеллерная, угловая, двутавровая, а также для листовой и разных металлических конструкций).
Важный момент: металл должен быть в холодном состоянии.
- аллигаторные пресс-ножницы используют гидропривод, который производит меньше шума, отличается стабильной работой механизмов, удобным управлением и большим объемом резки.
- применяется гидро-электрическое управление, которое осуществляет смену одноразовой и непрерывной активности, производит активацию и остановку в любой момент работы, защищает от перегрузок.
- широкая сфера применения, от обработки металлолома литейно-плавильного завода до строительной сферы.
В каталоге “СТК-Лидер” вы найдёте аллигаторные пресс-ножницы для лома с усилием реза от 1600кН до 3150кН.
Виды пресс ножниц для металлолома
В отдельном каталоге, помимо аллигаторных ножниц, по запросу можем предоставить такие виды пресс-ножниц, как «Стационарные» и «Комбинированные».
Стационарные ножницы – самый крупный вариант, напоминающий внешне гильотину, при сравнительно медленной скорости реза (3-4 раза в минуту), перерабатывает до 25 тонн металла в час за счет того, что материал в большом количестве подаётся по конвейеру к месту резки наложенным друг на друга.
При желании клиента, подобный принцип можно реализовать и в аллигаторных моделях: есть варианты пресс-ножниц с транспортером. Конечно, объем переработки не настолько велик, как в стационарных версиях, но все же транспортер упрощает и автоматизирует работу с металлом.
Следующий тип – контейнерные пресс-ножницы. Подача материала осуществляется грейферным захватом или вручную сверху агрегата. Материал падает в камеру, где затем режется и через «окно» во фронтальной стенке выталкиваются готовые, нарезанные куски лома.
Как стационарные, так и контейнерные ножницы для лома по цене значительно дороже аллигаторных. Однако, каждый тип служит для своей цели, и многим организациям необходимы именно эти версии. На текущий момент, цена на стационарные ножницы и контейнерные от нашей организации является одной из оптимальных.
Общая структура и принцип действия аллигаторных пресс-ножниц для металла
Данное оборудование состоит из механической, электрической и гидравлической системы.
- Главный механизм состоит из основной машины, ножек поддержки, гидравлического цилиндра и дополнительных деталей.
- Опора ножа. Главная движущая часть. На фронте установлен верхний (подвижный) нож. Посередине, в отверстии оси, установлена прокладка поддержки, которую необходимо заменять при износе.
- Гидравлический цилиндр – выполняющая часть системы.
- Цилиндр резака установлен на опоре пресс-ножниц для лома. Головка поршня соединена задвижкой с опорой.
- Прижимающий цилиндр. Цилиндр установлен тыльной стороной на левой стороне машины, с торца соединен с прижимной доской.
- Дополнительные детали: регулирующее кольцо, укрепляющая направленная доска, двигающая направленная доска, регулирующая прокладка для лезвия (регулировка трения между лезвиями).
Неподвижная доска направления, установленная позади левой и правой поддержки, контактирует с подвижной доской направления. Расстояние между ними регулируется крепежными винтами. Регулирующая прокладка установленная в задней части нижнего лезвия служит для изменения промежутка между лезвиями после износа.

