Арматурная сталь гост 5781 82 характеристики
Арматура
Сталь горячекатаная предназначенная для армирования железобетонных конструкций согласно ГОСТ 5781-82. Технические условия.
Данному стандарту должна соответствовать горячекатаная сталь гладкого и периодического профиля, используемая для армирования предварительно напряженных и обычных железобетонных конструкций, то есть арматурная сталь. В отношении требований, предъявляемых к химическому составу низколегированных сталей стандарт распространяется на заготовки, слитки, блюмсы.
Стальную арматуру выпускают:
• класса А-I – гладкой;
• класса А-II, А-III, А-IV, A-V, A-VI – периодического профиля.
Материалом для изготовления арматурной стали служит углеродистая и низколегированная сталь следующих марок:
Класс арматурной стали
Диаметр профиля, мм
Ст3кп, Ст3пс, Ст3сп
Ст5сп, Ст5пс, 18Г2С
35ГС, 25Г2С, 32Г2Рпс
22Х2Г2Ю, 22Х2Г2Р, 20х2Г2СР
Пример условного обозначения
Арматурная сталь диаметром 12 мм, класса А- I (А-240): 12 – А-I ГОСТ 5781-82
Арматурная сталь класса А-I (А240), А-II (А-300) диаметром не более 12, а также класса А-III (А-400) диаметром не более10 мм производится в форме мотков или стержней, а больших диаметров – только в форме стержней.
Длина стержней изменяется 6 до 12 м:
• мерной длины;
• мерной длины с немерными отрезками длиной не менее 2 м не более 15 % от массы партии;
• немерной длины.
В партии немерной длины может присутствовать не более 7 процентов стержней длиной от 3 до 6 м.
Номер профиля(номинальный диаметр стержня d)
Площадь поперечного сечения, см
Масса 1 м профиля
Примечание: вероятность обеспечения массы 1 м должна быть не менее 0,9
Арматурная сталь термомеханически упрочненная для железобетонных конструкций ГОСТ 10884-94. Технические условия.
Данному стандарту должна соответствовать термомеханически упрочненная арматурная сталь гладкая и периодического профиля, диаметром 6-40 мм, применяемая для армирования железобетонных конструкций. В стандарте указаны сертификационные требования к термомеханически упрочненной арматурной стали для железобетонных конструкций.
Классификация арматурной стали по классам производится по следующим основаниям:
• механические свойства класса прочности;
• эксплуатационные характеристики – свариваемая (индекс С);
• стойкость к коррозионному растрескиванию (индекс К).
Поверхность арматурной стали должна соответствовать требованиям ГОСТ 5781.
Таблица: рекомендуемые марки стали.
Класс арматурной стали
Обозначение по ранее действовавшей НТД
20ГС
25Г2С, 35ГС, 28С. 27ГС
10ГС2, 08Г2С, 25С2Р
20ГС, 20ГС2, 08Г2С, 10ГС2, 28С, 25Г2С, 22С
35ГС, 25С2Р, 20Г2С
20ГС, 20ГС2б, 25С2Р, 20ХГС2
Производство арматурной стали диаметром более 10 мм осуществляется в виде стержней оговоренной длины.
Арматурная сталь диаметрами 6 и 8 мм изготавливается в мотках.
Стержни производят мерной длины от 5,3 до 13,5 м.
Длина стержней может быть любой по желанию клиента.
Свариваемая арматурная сталь производится в форме стержней:
• мерной длины с немерными отрезками длиной не менее 2 м в количестве не более 15% массы партии;
• немерной длины от 6 до 12 м. В партии такой арматурной стали допускается наличие стержней длиной от 3 до 6 м в количестве не более 7% массы партии.
Арматурная сталь обозначается при помощи:
• номинального диаметра или номера профиля в мм;
• обозначения класса прочности;
• эксплуатационных характеристик свариваемости (индекс С) и стойкости против коррозионного растрескивания (индекс К).
Пример условного обозначения:
Арматурная сталь диаметром 20мм, класса прочности Ат800:
20 Ат 800 ГОСТ 10884-94
То же, диаметром 10 мм, класса прочности Ат400, свариваемой (С):
10 Ат400С ГОСТ 10884-94
То же, диаметром 16 мм, класса прочности Ат600, стойкой против коррозионного растрескивания (К):
16 Ат600К ГОСТ 10884-94
На арматурную сталь периодического профиля наносится маркировка класса прочности от производителя, которая наносится в процессе прокатки и имеет форму коротких маркировочных поперечных ребер или точек на поперечных выступах.
Если прокатная маркировка отсутствует, концы стержней или связки арматурной стали окрашиваются определенным цветом в соответствии с классом:
Характеристики арматуры
Сталь горячекатаная для армирования ЖБК
 Настоящий стандарт распространяется на горячекатаную круглую сталь гладкого и периодического профиля, предназначенную для армирования обычных и предварительно напряженных железобетонных конструкций (арматурная сталь).
Настоящий стандарт распространяется на горячекатаную круглую сталь гладкого и периодического профиля, предназначенную для армирования обычных и предварительно напряженных железобетонных конструкций (арматурная сталь).
В части норм химического состава низколегированных сталей стандарт распространяется также на слитки, блюмсы и заготовки.
Так же вы можете купить арматуру а500с от компании «Металлинвест» в нашем каталоге.
 |
Арматурная сталь периодического профиля Стержни с равномерно расположенными на их поверхности под углом к продольной оси стержня поперечными выступами (рифлением) для улучшения сцепления с бетоном.
Класс прочности Угол наклона поперечных выступов Шаг поперечных выступов Высота поперечных выступов
Номинальная площадь поперечного сечения |
 Арматурная сталь гладкая
Арматурная сталь гладкая  Номинальный диаметр арматурной стали периодического профиля (номер профиля)
Номинальный диаметр арматурной стали периодического профиля (номер профиля) ГОСТ 10884-81
Термомеханические и термически упрочненные стальные стержни периодического профиля диаметром 6-40 мм, предназначены для строительства ответственных железобетонных конструкций.
По этому стандарту арматура в зависимости от механических свойств подразделяются на классы: Ах-III, Ат-IV, Ат-V, Ат-VI, Ат-VII, Ат-VIII.
У нас всегда есть вналичии арматура а1, купить которую вы можете в нашем каталоге.
Арматуру по этому стандарту изготовляют из стали следующих марок:
| Класс арматурной стали | Марка стали |
| Ат-III | Ст5 (Ст5сп, Ст5пс) |
| Ат-IV, AT-IVC, AT-IVK | 20ГС; 25Г2С; 35ГС; 28С;10ГС2; 08Г2С; 25С2Р; |
| Aт-V (К и СК) | 20ГС; 20ГС2; 08Г2С; 10ГС2; 28С; 25Г2С; 35ГС; 25С2Р; 20ХГС2; |
| Ат-VII | 30ХС2; |
ГОСТ 5781-82
В зависимости от механических свойств арматурную сталь подразделяют на классы A-I (A240), A-II (A300), A-III (A400), A-IV (A600), A-V (A800), A-VI (A1000).
Арматурную сталь изготавливают в стержнях или мотках. Арматурную сталь класса A-I (A240) изготавливают гладкой, классов A-II (A300), A-III (A400), A-IV (A600), A-V (A800), A-VI (A1000) – периодического профиля. По требованию потребителя сталь классов A-II (A300), A-III (A400), A-IV (A600), A-V (A800) – изготавливают гладкой.
Арматурная сталь периодического профиля представляет собой круглые профили с двумя продольными ребрами и поперечными выступами, идущими по трехзаходной винтовой линии. Для профилей диаметром 6 мм допускаются выступы, идущие по однозаходной винтовой линии, диаметром 8 мм – по двухзаходной винтовой линии.
Арматурная сталь класса A-II (А300), изготовленная в обычном исполнении, и специального назначения Ас-II (Ас300), должна иметь выступы, идущие по винтовым линиям с одинаковым заходом на обеих сторонах профиля.
 Сталь класса A-III (A400) и классов A-IV (А600), A-V (A800), А-VI (А1000) должна иметь выступы по винтовым линиям, имеющим с одной стороны профиля правый, а с другой – левый заходы.
Сталь класса A-III (A400) и классов A-IV (А600), A-V (A800), А-VI (А1000) должна иметь выступы по винтовым линиям, имеющим с одной стороны профиля правый, а с другой – левый заходы.
Относительные смещения винтовых выступов по сторонам профиля, разделяемых продольными ребрами, не нормируют.
Арматурную сталь классов A-I (A240) и A-II (А300) диаметром до 12 мм и класса A-III (A400) диаметром до 10 мм включ. изготовляют в мотках или стержнях, больших диаметров – в стержнях. Арматурную сталь классов А-IV (А600), A-V(A800) и A-VI (A1000) всех размеров изготовляют в стержнях, диаметром 6 и 8 мм – по согласованию изготовителя с потребителем в мотках.
Арматурную сталь изготовляют из углеродистой и низколегированной стали марок, указанных в таблице. Для стержней класса A-IV (A600) марки стали устанавливают по согласованию изготовителя с потребителем.
Марки стали, применяемые для изготовления арматуры разных классов (ГОСТ 5781-82)
| Класс арматурной стали | Диаметр профиля, мм | Марка стали |
| A-I (А240) | 6-40 | Ст3кп, Ст3пс, Ст3сп |
| A-II (А300) | 10-40 40-80 |
Ст5сп, Ст5пс 18Г2С |
| Ас-II (Ас300) | 10-32 (36-40) |
10ГТ |
| A-III (A400) | 6-40 6-22 |
35ГС, 25Г2С 32Г2Рпс |
| A-IV (A600) | 10-18 (6-8) 10-32 (36-40) |
80С 20ХГ2Ц |
| A-V (А800) | (6-8) 10-32 (36-40) |
23Х2Г2Т |
| А-VI (А1000) | 10-22 | 22Х2Г2АЮ, 22Х2Г2Р, 20Х2Г2СР |
Примечания:
Допускается изготовление арматурной стали класса A-V (А800) из стали марок 22Х2Г2АЮ, 22Х2Г2Р и 20Х2Г2СР. Размеры, указанные в скобках, изготовляют по согласованию изготовителя с потребителем.
Западно-Сибирским металлургическим комбинатов выпускается термомеханически упрочненная арматурная сталь классов А400С и А500С по ТУ 14-1-5254-94. Низкое содержание углерода наряду с термомеханической обработкой арматурной стали в потоке проката обеспечивает ее улучшенную свариваемость и пластичность, повышенную вязкость и долговечность. Эта арматурная сталь по своим свойства отвечает требованиям международный стандартов.
Госстрой России рекомендует применение арматурной стали А400С и А500С в железобетонных конструкциях наряду и взамен арматурной стали классов A-III марок 25Г2С и 35ГС (ГОСТ 5781-82) и Ат-IIIС (ГОСТ 10884-81) тех же диаметров. Термотехнические и термически упрочненные стальные стержни периодического профиля диаметром 6-40 мм, предназначены для строительства ответственных железобетонных конструкций (ГОСТ 10884-81).
В нашем каталоге всегда есть в наличии арматура А1, арматура А500С и арматура А3, цена на которые ниже чем у конкурентов.
ГОСТ 5781-82 Сталь горячекатаная для армирования железобетонных конструкций. Технические условия
Текст ГОСТ 5781-82 Сталь горячекатаная для армирования железобетонных конструкций. Технические условия
СТАЛЬ ГОРЯЧЕКАТАНАЯ ДЛЯ АРМИРОВАНИЯ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
Hot-rolled steel for reinforcement of ferroconcrete structures. Specifications
ОКП 09 3004; 09 3005; 09 3006;
09 3007; 09 3008
Дата введения 1983-07-01
1. РАЗРАБОТАН И ВНЕСЕН Министерством черной металлургии СССР, Госстроем СССР
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного Комитета СССР по стандартам от 17.12.82 N 4800
3. ВЗАМЕН ГОСТ 5.1459-72, ГОСТ 5781-75
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка
5. Ограничение срока действия снято по протоколу N 3-93 Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУС 5-6-93)
6. ИЗДАНИЕ (сентябрь 2009 г.) с Изменениями N 1, 2, 3, 4, 5, утвержденными в феврале 1984 г., июне 1987 г., декабре 1987 г., октябре 1989 г., декабре 1990 г. (5-84, 11-87, 3-88, 1-90, 3-91)
Настоящий стандарт распространяется на горячекатаную круглую сталь гладкого и периодического профиля, предназначенную для армирования обычных и предварительно напряженных железобетонных конструкций (арматурная сталь).
В части норм химического состава низколегированных сталей стандарт распространяется также на слитки, блюмсы и заготовки.
(Измененная редакция, Изм. N 4).
1. КЛАССИФИКАЦИЯ И СОРТАМЕНТ
1. КЛАССИФИКАЦИЯ И СОРТАМЕНТ
1.1. В зависимости от механических свойств арматурную сталь подразделяют на классы А-I (А240), А-II (А300), А-III (А400); А-IV (А600), А-V (А800), А-VI (А1000).
1.2. Арматурную сталь изготовляют в стержнях или мотках. Арматурную сталь класса А-I (А240) изготовляют гладкой, классов А-II (А300), А-III (А400), А-IV (А600), А-V (А800) и А-VI (А1000) – периодического профиля.
По требованию потребителя сталь классов А-II (А300), А-III (А400), А-IV (А600) и А-V (А800) изготовляют гладкой.
1.1, 1.2. (Измененная редакция, Изм. N 5).
1.3. Номера профилей, площади поперечного сечения, масса 1 м длины арматурной стали гладкого и периодического профиля, а также предельные отклонения по массе для периодических профилей должны соответствовать указанным в табл.1.
Номер профиля (номинальный диаметр стержня )
Площадь поперечного сечения стержня, см
Масса 1 м профиля
(Измененная редакция, Изм. N 3).
1.4. Номинальные диаметры периодических профилей должны соответствовать номинальным диаметрам равновеликих по площади поперечного сечения гладких профилей.
1.5. Масса 1 м профиля вычислена по номинальным размерам при плотности стали, равной 7,85·10 кг/м . Вероятность обеспечения массы 1 м должна быть не менее 0,9.
(Измененная редакция, Изм. N 3).
1.6. Предельные отклонения диаметра гладких профилей должны соответствовать ГОСТ 2590 для обычной точности прокатки.
1.7. Арматурная сталь периодического профиля представляет собой круглые профили с двумя продольными ребрами и поперечными выступами, идущими по трехзаходной винтовой линии. Для профилей диаметром 6 мм допускаются выступы, идущие по однозаходной винтовой линии, диаметром 8 мм – по двухзаходной винтовой линии.
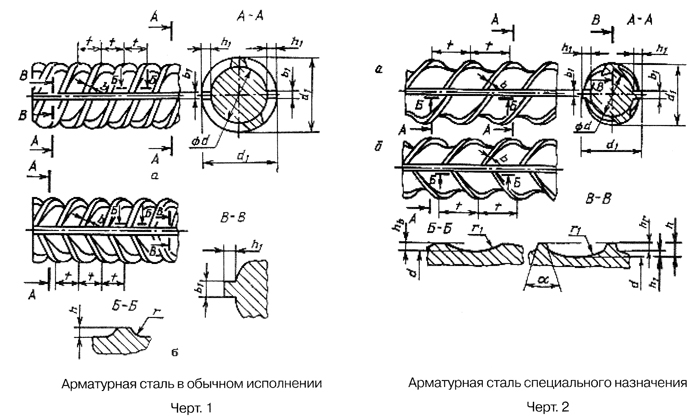
1.8. Арматурная сталь класса А-II (А300), изготовленная в обычном исполнении, профилем, приведенным на черт.1а, и специального назначения Ас-II (Ас300) профилем, приведенным на черт.2а, должна иметь выступы, идущие по винтовым линиям с одинаковым заходом на обеих сторонах профиля.


Сталь класса А-III (А400), изготовляемая профилем, приведенным на черт.1б, и классов А-IV (А600), А-V (А800), А-VI (А1000) профилем, приведенным на черт.1б, 2б, должна иметь выступы по винтовым линиям, имеющим с одной стороны профиля правый, а с другой – левый заходы.
Арматурную сталь специального назначения класса Ас-II (Ас300) изготовляют профилями, приведенными на черт.1а или 2а.
Профиль, приведенный на черт.2а, специального назначения изготовляют по согласованию изготовителя с потребителем. Форма и размеры профилей, приведенных на черт.2а, б, могут уточняться.
1.9. Размеры и предельные отклонения размеров арматурной стали периодического профиля, изготовляемого по черт.1а, б, должны соответствовать приведенным в табл.2, а по черт.2а, б – приведенным в табл.3.
1.10. Относительные смещения винтовых выступов по сторонам профиля, разделяемых продольными ребрами, не нормируют.
Размеры, на которые не установлены предельные отклонения, приведены для построения калибра и на готовом профиле не проверяют.
1.11. Овальность гладких профилей (разность наибольшего и наименьшего диаметров в одном сечении) не должна превышать суммы плюсового и минусового предельных отклонений по диаметру.
1.9-1.11. (Измененная редакция, Изм. N 3).
1.12. Арматурную сталь классов А-I (А240) и А-II (А300) диаметром до 12 мм и класса А-III (А400) диаметром до 10 мм включ. изготовляют в мотках или стержнях, больших диаметров – в стержнях. Арматурную сталь классов А-IV (А600), А-V (А800) и А-VI (А1000) всех размеров изготовляют в стержнях, диаметром 6 и 8 мм – по согласованию изготовителя с потребителем в мотках.
1.13. Стержни изготовляют длиной от 6 до 12 м:
– мерной длины с немерными отрезками длиной не менее 2 м не более 15% от массы партии;
В партии стержней немерной длины допускается наличие стержней длиной от 3 до 6 м не более 7% от массы партии.
Номер профиля (номинальный диаметр )
Примечание. По требованию потребителя предельные отклонения размера не должны превышать предельных отклонений плюс удвоенные предельные отклонения .
По согласованию изготовителя с потребителем допускается изготовление стержней от 5 до 25 м.
1.14. Предельные отклонения по длине мерных стержней должны соответствовать приведенным в табл.4.
Номер профиля (номинальный диаметр )
Длина стержней, м
Пред. откл. по длине при точности порезки, мм
Стержни повышенной точности изготовляют по требованию потребителя.
1.15. Кривизна стержней не должна превышать 0,6% измеряемой длины.
Примеры условных обозначений
Арматурная сталь диаметром 20 мм, класса А-II (А300):
20-А-II ГОСТ 5781-82
То же, диаметром 18 мм, класса А-I (А240):
18-А-I ГОСТ 5781-82
В обозначение стержней класса А-II (А300) специального назначения добавляют индекс “с”: Ас-II (Ас300).
(Измененная редакция, Изм. N 4).
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Арматурную сталь изготовляют в соответствии с требованиями настоящего стандарта по технологическому регламенту, утвержденному в установленном порядке.
2.2. Арматурную сталь изготовляют из углеродистой и низколегированной стали марок, указанных в табл.5. Марку стали указывает потребитель в заказе. При отсутствии указания марку стали устанавливает предприятие-изготовитель. Для стержней класса А-IV (А600) марки стали устанавливают по согласованию изготовителя с потребителем.
Класс арматурной стали
Диаметр профиля, мм
Ст3кп, Ст3пс, Ст3сп
22Х2Г2АЮ, 22Х2Г2Р, 20Х2Г2СР
1. Допускается изготовление арматурной стали класса А-V (А800) из стали марок 22Х2Г2АЮ, 22Х2Г2Р и 20Х2Г2СР.
2. Размеры, указанные в скобках, изготовляют по согласованию изготовителя с потребителем.
(Измененная редакция, Изм. N 3, 4).
2.3. Химический состав арматурной углеродистой стали должен соответствовать ГОСТ 380, низколегированной стали – нормам, приведенным в табл.6.
Массовая доля элементов, %
2.3.1. В стали марки 20ХГ2Ц допускается увеличение массовой доли хрома до 1,7% и замена циркония на 0,02-0,08% титана. В стали марки 23Х2Г2Т допускается замена титана на 0,05-0,10% циркония. В этом случае в обозначении стали марки 20ХГ2Ц вместо буквы Ц ставят букву Т, стали марки 23Х2Г2Т вместо буквы Т ставят букву Ц.
В стали марки 32Г2Рпс допускается замена алюминия титаном или цирконием в равных единицах.
2.3.2. Массовая доля азота в стали марки 22Х2Г2АЮ должна составлять 0,015-0,030%, массовая доля остаточного азота в стали марки 10ГТ – не более 0,008%.
2.3.3. Массовая доля бора в стали марок 22Х2Г2Р, 20Х2Г2СР и 32Г2Рпс должна быть 0,001-0,007%. В стали марки 22Х2Г2АЮ допускается добавка бора 0,001-0,008%.
2.3.4. Допускается добавка титана в сталь марок 18Г2С, 25Г2С, 35ГС из расчета его массовой доли в готовом прокате 0,01-0,03%, в сталь марки 35ГС из расчета его массовой доли в готовом прокате, изготовленном в мотках, 0,01-0,06%.
2.4. Отклонения по химическому составу в готовом прокате из углеродистых сталей – по ГОСТ 380, из низколегированных сталей при соблюдении норм механических свойств – по табл.7. Минусовые отклонения по содержанию элементов (кроме титана и циркония, а для марки стали 20Х2Г2СР – кремния) не ограничивают.
Примечание. По согласованию изготовителя с потребителем сталь может изготовляться с другими отклонениями по содержанию хрома, кремния и марганца.
(Измененная редакция, Изм. N 3).
2.5. Арматурную сталь классов А-I (А240), А-II (А300), А-III (А400), А-IV (А600) изготовляют горячекатаной, класса А-V (А800) – с низкотемпературным отпуском, класса А-VI (А1000) – с низкотемпературным отпуском или термомеханической обработкой в потоке прокатного стана.
Допускается не проводить низкотемпературный отпуск стали классов А-V (А800) и А-VI (А1000) при условии получения относительного удлинения не менее 9% и равномерного удлинения не менее 2% при испытании в течение 12 ч после прокатки.
2.6. Механические свойства арматурной стали должны соответствовать нормам, указанным в табл.8.
Для стали класса А-II (А300) диаметром св. 40 мм допускается снижение относительного удлинения на 0,25% на каждый миллиметр увеличения диаметра, но не более чем на 3%.
Для стали класса Ас-II (Ас300) допускается снижение временного сопротивления до 426 МПа (43,5 кгс/мм ) при относительном удлинении 30% и более.
Для стали марки 25Г2С класса А-III (А400) допускается снижение временного сопротивления до 560 МПа (57 кгс/мм ) при пределе текучести не менее 405 МПа (41 кгс/мм ), относительном удлинении не менее 20%.
Класс арматурной стали
Временное сопротивление разрыву
Ударная вязкость при температуре минус 60 °С
Испытание на изгиб в холодном состоянии ( – толщина оправки, – диаметр стержня)
1. По согласованию изготовителя с потребителем допускается не проводить испытание на ударную вязкость арматурной стали класса Ас-II.
2. (Исключен, Изм. N 3).
3. Для арматурной стали класса А-IV диаметром 18 мм и стали марки 80С норму изгиба в холодном состоянии устанавливают не менее 30°.
4. Для арматурной стали класса А-I (А240) диаметром св. 20 мм при изгибе в холодном состоянии на 180°, =2 , класса А-II (А300) диаметром св. 20 мм – =4 .
5. В скобках указаны условные обозначения класса арматурной стали по пределу текучести.
(Измененная редакция, Изм. N 1, 3, 5).
2.7. Статистические показатели механических свойств стержней арматурной стали периодического профиля должны соответствовать приложению 1, с повышенной однородностью механических свойств – приложению 1 и табл.9.
Вероятность обеспечения механических свойств, указанных в табл.8, должна быть не менее 0,95.
(Измененная редакция, Изм. N 3).
2.8. На поверхности профиля, включая поверхность ребер и выступов, не должно быть раскатанных трещин, трещин напряжения, рванин, прокатных плен и закатов.
Допускаются мелкие повреждения ребер и выступов, в количестве не более трех на 1 м длины, а также незначительная ржавчина, отдельные раскатанные загрязнения, отпечатки, наплывы, следы раскатанных пузырей, рябизна и чешуйчатость в пределах допускаемых отклонений по размерам.
(Измененная редакция, Изм. N 2).
2.9. Свариваемость арматурной стали всех марок, кроме 80С, обеспечивается химическим составом и технологией изготовления.
2.10. Углеродный эквивалент  для свариваемой стержневой арматуры из низколегированной стали класса А-III (А400) должен быть не более 0,62.
для свариваемой стержневой арматуры из низколегированной стали класса А-III (А400) должен быть не более 0,62.
(Введен дополнительно, Изм. N 5).
Класс арматурной стали

1. – среднее квадратическое отклонение в генеральной совокупности испытаний;
– среднее квадратическое отклонение в партии-плавке;
– среднее значение в генеральной совокупности испытаний;
– минимальное среднее значение в партии-плавке.
2. Для арматурной стали в мотках диаметром 6 и 8 мм допускается повышение норм по и на 4,9 МПа (0,5 кгс/мм ).
3. (Исключен, Изм. N 5).
3. ПРАВИЛА ПРИЕМКИ
3.1. Арматурную сталь принимают партиями, состоящими из профилей одного диаметра, одного класса, одной плавки-ковша и оформленными одним документом о качестве.
Масса партии должна быть до 70 т.
Допускается увеличивать массу партии до массы плавки-ковша.
3.2. Каждую партию сопровождают документом о качестве по ГОСТ 7566 с дополнительными данными:
– минимальное среднее значение и средние квадратические отклонения в партии величин ( ) и ;
– результаты испытаний на изгиб в холодном состоянии;
– значения равномерного удлинения для стали класса А-IV (А600), А-V (800), А-VI (А1000).
3.3. Для проверки размеров и качества поверхности отбирают:
– при изготовлении арматурной стали в стержнях – не менее 5% от партии;
– при изготовлении в мотках – два мотка от каждой партии.
(Измененная редакция, Изм. N 3).
3.4. Для проверки химического состава пробы отбирают по ГОСТ 7565.
Массовую долю алюминия изготовитель определяет периодически, но не реже одного раза в квартал.
3.5. Для проверки на растяжение, изгиб и ударную вязкость от партии отбирают два стержня.
Для предприятия-изготовителя интервал отбора стержней должен быть не менее половины времени, затраченного на прокатку одного размера профиля одной партии.
(Измененная редакция, Изм. N 3).
3.6. При получении неудовлетворительных результатов испытаний хотя бы по одному из показателей, повторные испытания проводят по ГОСТ 7566.
4. МЕТОДЫ ИСПЫТАНИЙ
4.1. Химический анализ стали проводят по ГОСТ 12344, ГОСТ 12348, ГОСТ 12350, ГОСТ 12352, ГОСТ 12355, ГОСТ 12356, ГОСТ 18895 или другим методам, обеспечивающим требуемую точность.
4.2. Диаметр и овальность профилей измеряют на расстоянии не менее 150 мм от конца стержня или на расстоянии не менее 1500 мм от конца мотка при массе мотка до 250 кг и не менее 3000 мм при массе мотка более 250 кг.
4.3. Размеры проверяют измерительным инструментом необходимой точности.
4.4. От каждого отобранного стержня для испытания на растяжение, изгиб и ударную вязкость отрезают по одному образцу.
4.5. Отбор проб для испытания на растяжение, изгиб и ударную вязкость проводят по ГОСТ 7564.
4.6. Испытание на растяжение проводят по ГОСТ 12004.
4.7. Испытание на изгиб проводят по ГОСТ 14019 на образцах сечением, равным сечению стержня.
Для стержней диаметром св. 40 мм допускается испытание образцов, разрезанных вдоль оси стержня, на оправке диаметром, уменьшенным вдвое по сравнению с указанным в табл.4, с приложением усилия изгиба со стороны разреза.
4.8. Определение ударной вязкости проводят по ГОСТ 9454 на образцах с концентратором вида U типа 3 для стержней диаметром 12-14 мм и образцах типа I для стержней диаметром 16 мм и более. Образцы изготовляют в соответствии с требованиями ГОСТ 9454.
4.9. Допускается применять статистические и неразрушающие методы контроля механических свойств и массы профилей.
4.10. Кривизна стержней измеряется на длине поставляемого профиля, но не короче 1 м.
4.11. Определение статистических показателей механических свойств – в соответствии с приложением 2.
4.12. Качество поверхности проверяют без применения увеличительных приборов.
4.10-4.12. (Введены дополнительно, Изм. N 3).
4.13. Измерение высоты поперечных выступов периодического профиля следует проводить по вертикальной оси поперечного сечения арматурного проката.
(Введен дополнительно, Изм. N 4).
5. УПАКОВКА, МАРКИРОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. Упаковка, маркировка, транспортирование и хранение – по ГОСТ 7566 со следующими дополнениями:
– концы стержней из низколегированных сталей класса А-IV (А600) должны быть окрашены красной краской, класса А-V – красной и зеленой, класса А-VI (А1000) – красной и синей. Допускается окраска связок на расстоянии 0,5 м от концов;
– стержни упаковывают в связки массой до 15 т, перевязанные проволокой или катанкой. По требованию потребителя стержни упаковывают в связки массой до 3 и 5 т.
На связки краску наносят полосами шириной не менее 20 мм на боковую поверхность по окружности (не менее 1/2 длины окружности) на расстоянии не более 500 мм от торца.
На мотки краску наносят полосами шириной не менее 20 мм поперек витков с наружной стороны мотка.
На неупакованную продукцию краску наносят на торец или на боковую поверхность на расстоянии не более 500 мм от торца.
На ярлык, прикрепленный к каждой связке стержней, наносят принятое обозначение класса арматурной стали (например А-III) или условное обозначение класса по пределу текучести (А400).
(Измененная редакция, Изм. N 3, 5).
ПРИЛОЖЕНИЕ 1 (обязательное). ТРЕБОВАНИЯ К СТАТИСТИЧЕСКИМ ПОКАЗАТЕЛЯМ МЕХАНИЧЕСКИХ СВОЙСТВ
1. Предприятие-изготовитель гарантирует потребителю средние значения временного сопротивления и предела текучести (физического и условного ) в генеральной совокупности – и минимальные средние значения этих же показателей в каждой партии-плавке – , значения которых устанавливают из условий:
 ;
;
 ;
;
 ,
,
где – браковочные значения величин , , указанные в табл.8 настоящего стандарта;
– величина квантиля, принимаемая равной 2 для классов А-II (А300) и А-III (А400) и 1,64 – для классов А-IV (А600), А-V (А800) и А-VI (А1000).
2. Контроль качества показателей механических свойств продукции на предприятии-изготовителе
2.1. Требуемые показатели качества профилей обеспечивают соблюдением технологии производства и контролируют испытанием согласно требованиям п.3.5, пп.4.4-4.8.
2.2. Величины , , и устанавливают в соответствии с результатами испытаний и положений приложения 2.
3. Контроль качества показателей механических свойств продукции на предприятии-потребителе
3.1. Потребитель при наличии документа о качестве на продукцию высшей категории качества может не проводить испытания механических свойств.
3.2. При необходимости проверки механических свойств от каждой партии проводят испытание шести образцов, взятых из разных пакетов или мотков и от разных профилей, и по результатам проверяют выполнение условий:
 ;
;
 ,
,
где – среднее значение механических свойств по результатам испытаний шести образцов;
– минимальное значение результатов испытаний шести образцов.
3.3. Минимальные значения относительного удлинения и равномерного удлинения должны быть не менее значений, приведенных в табл.8.
(Измененная редакция, Изм. N 3, 5).
ПРИЛОЖЕНИЕ 2 (обязательное). МЕТОДИКА определения статистических показателей прочностных характеристик механических свойств горячекатаного проката для армирования железобетонных конструкций
Настоящая методика распространяется на горячекатаный, ускоренно-охлажденный, термомеханически и термически упрочненный прокат периодического профиля, изготовленного в мотках или стержнях.
Методику применяют при оценке надежности механических свойств в каждой партии-плавке и стали в целом, контроля стабильности технологического процесса.
1. Для определения статистических показателей механических свойств (предела текучести физического или условного , временного сопротивления разрыву ) используют контрольные результаты испытаний, называемые генеральными совокупностями.
2. Соответствие механических свойств проката требованиям нормативно-технической документации определяют на основании статистической обработки результатов испытаний, образующих выборку из генеральной совокупности. Все выводы, результаты и заключения, сделанные на основании выборки, относят ко всей генеральной совокупности.
3. Выборка – совокупность результатов контрольных испытаний, образующих информационный массив, подлежащий обработке.
В выборку входят результаты сдаточных испытаний проката одного класса, одной марки и способа выплавки, прокатанного на один или группы близких профилеразмеров.
4. Выборка, на основании которой производят расчет статистических показателей, должна быть представительной и охватывать достаточно длительный промежуток времени, но не менее 3 мес, в течение которого технологический процесс не изменяют. При необходимости промежуток времени для выборки можно увеличить. Проверка однородности выборки – по нормативно-технической документации.
5. Количество партий-плавок в каждой выборке должно быть не менее 50.
6. При формировании выборки должно соблюдаться условие случайного отбора проб от партии-плавки. Оценку анормальности результатов испытаний проводят по нормативно-технической документации.
7. При статистической обработке определяют среднее значение , среднеквадратическое отклонение каждой выборки (генеральной совокупности), средне квадратическое отклонение внутри партии-плавки , а также среднеквадратическое отклонение плавочных средних . Величину определяют по формуле
 .
.
Величины , определяют по нормативно-технической документации.
8. Проверку стабильности характеристик и проводят в соответствии с ОСТ 14-34.
9. Величину определяют для ускоренно-охлажденной, термомеханически и термически упрочненной арматурной стали только экспериментальным методом, для горячекатаной – экспериментальным методом и методом размаха по формуле  , где и – соответственно средне значение и среднееквадратическое отклонение распределения размаха по двум испытаниям от партии.
, где и – соответственно средне значение и среднееквадратическое отклонение распределения размаха по двум испытаниям от партии.
Минимальное значение равно 1.
10. Определение величины экспериментальным методом проводят не менее чем на двух плавках для каждой марки стали, класса и профилеразмера проката путем случайного отбора не менее 100 проб от каждой плавки.
11. Величину минимального среднего значения прочностных характеристик ( ( ), ) в каждой партии-плавке определяют из условия  , где – величина квантиля 1,64 для вероятности 0,95.
, где – величина квантиля 1,64 для вероятности 0,95.
12. Минимальное значение результатов испытаний на растяжение двух образцов ( =2) каждой партии, подвергаемой контролю, должно быть не менее , определяемого по формуле
 .
.
13. Для обеспечения гарантии потребителю механических свойств должны удовлетворяться следующие условия:
 ;
;
 ;
;
 ,
,
где – браковочное значение ( ) и , указанное в соответствующей нормативно-технической документации.
Приложение 2. (Введено дополнительно, Изм. N 3).
Электронный текст документа
и сверен по:
официальное издание
Сталь углеродистая обыкновенного
качества и низколегированная: Сб. ГОСТов. –
М.: Стандартинформ, 2009
Арматурная сталь
Виды стальной арматуры
СНиП 52-01-2003 «Бетонные и железобетонные конструкции. Основные положения» регламентирует применение для железобетонных конструкций следующих видов стальной арматуры, установленных соответствующими стандартами:
горячекатаную гладкую и периодического профиля диаметром 3-80 мм;
термомеханически упрочненную периодического профиля диаметром 6-40 мм;
механически упрочненную в холодном состоянии (холоднодеформированная) периодического профиля или гладкая, диаметром 3-12 мм;
арматурные канаты диаметром 6-15 мм.
Кроме того, в большепролетных конструкциях могут быть применены стальные канаты (спиральные, двойной связки, закрытые).
Для сталежелезобетонных конструкций (конструкций, состоящих из стальных и железобетонных элементов) применяют листовую и профильную сталь по соответствующим нормам и стандартам (СНиП II-23)
Основным нормируемым и контролируемым показателем качества стальной арматуры является класс арматуры по прочности на растяжениекласс арматуры по прочности на растяжение, обозначаемый: А — для горячекатаной и термомеханически упрочненной арматуры; В — для холоднодеформированной арматуры; К — для арматурных канатов
Класс арматуры соответствует гарантированному значению предела текучести (физического или условного) в МПа, устанавливаемому в соответствии с требованиями стандартов и технических условий, и принимается в пределах от А240 до А1500, от В500 до В2000 и от К1400 до К2500
Горячекатаную стержневую арматуру поставляют по ГОСТ 5781, термомеханически упрочненную стержневую арматуру — по ГОСТ 10884.
Сталь горячекатаную для армирования железобетонных конструкций подразделяют на классы в зависимости от механических свойств — класса прочности (установленного стандартом нормируемого значения условного или физического предела текучести, Н/мм 2 ):
А240 (A-I), А300 (А-И), А400 (A-III), А600 (A-IV), А800 (A-V), А1000 (А-VI)
Арматурная сталь выпускается в стержнях или мотках: сталь класса А240 (A-I) изготавливают гладкой, сталь классов А300 (А-И), А400 (A-III), А600 (A-IV), А800 (A-V), А1000 (А-VI) — периодического профиля.
Арматурная сталь периодического профиля представляет собой круглые профили с двумя продольными ребрами и поперечными выступами, идущими по трехзаходной винтовой линии. Для профилей диаметром 6 мм допускаются выступы, идущие по однозаходной винтовой линии, диаметром 8 мм — по двухзаходной винтовой линии.
Арматурная сталь класса А300 (A-II), изготовленная в обычном исполнении и специального назначения АсЗОО (Ас-II) профилем должна иметь выступы, идущие по винтовым линиям с одинаковым заходом на обеих сторонах профиля
Сталь класса А400 (A-III), изготовленная профилем, приведенным на черт. 1, 6, и классов А600 (A-IV), А800 (A-V), А1000 (А-VI) профилем, приведенным на черт. 2, б, должна иметь выступы по винтовым линиям, имеющим с одной стороны профиля правый, а с другой — левый заходы.
Арматурная сталь специального назначения класса АсЗОО (Ас-II) имеет профили, приведенные на черт. 1, а или 2, а.
Профиль специального назначения изготовляется (черт. 2, а) по согласованию изготовителя с потребителем. Форма и размеры профилей, приведенных на черт. 2, а и б, могут уточняться.
По требованию потребителя сталь классов А300 (А-И), А400 (A-III), А600 (A-IV), А800 (A-V) изготавливают гладкой
Принятые обозначения классов дополняются индексами для указания при необходимости способа изготовления, особых свойств или назначения арматуры: термомеханически упрочненную стержневую арматурную сталь обозначают символом Ат, сталь специального назначения (северного исполнения) — Ас, термомеханически упрочненную сталь свариваемую обозначают буквой С (например,. Ат600С), а такую же сталь с повышенной стойкостью против коррозионного растрескивания под напряжением — буквой К (например, Ат1000К).
Арматурная термомеханически упрочненная сталь выпускается классов Ат400С, Ат500С, Ат600, Ат600С, Ат600К, Ат800, Ат800К, Ат1000, Ат1000К и Ат1200
Арматурную термомеханически упрочненную сталь изготавливают с периодическим профилем по ГОСТ 10884 или по ГОСТ 5781. По согласованию с потребителем арматурную сталь класса прочности Ат800 и выше допускается изготовлять гладкой.
Номинальные диаметры стержней периодического профиля соответствуют номинальным диаметрам равновеликих по площади поперечного сечения круглых гладких стержней.
Арматурную горячекатаную сталь классов А240 (A-I) и А300 (A-II) диаметром до 12 мм и класса А400 (A-III) диаметром до 10 мм включительно изготовляют в мотках или стержнях, больших диаметров — в стержнях. Арматурную сталь классов А600 (AIV), А800 (A-V) и А1000 (А-VI) всех размеров изготовляют в стержнях, диаметром 6 и 8 мм — по согласованию с потребителем в мотках.
Стержни имеют стандартную длину от 6 до 12 м, по согласованию изготовителя с потребителем допускается изготовление стержней от 5 до 25 м
Характеристика арматурной стали
| Номер профиля (номинальный диаметр стержня dн), мм | Площадь поперечного сечения стержня, см 2 | Теоретическая масса 1 м профиля, кг | Предельные отклонения (ГОСТ 5781), % |
|---|---|---|---|
| 6 | 0,283 | 0,222 | +9,0 …-7,0 |
| 8 | 0,503 | 0,395 | +9,0 …-7,0 |
| 10 | 0,785 | 0,617 | +5,0…-6,0 |
| 12 | 1,131 | 0,888 | +5,0…-6,0 |
| 14 | 1,540 | 1,210 | +5,0…-6,0 |
| 16 | 2,010 | 1,580 | +3,0 …-5,0 |
| 18 | 2,540 | 2,000 | +3,0 …-5,0 |
| 20 | 3,140 | 2,470 | +3,0 …-5,0 |
| 22 | 3,800 | 2,980 | +3,0 …-5,0 |
| 25 | 4,190 | 3,850 | +3,0 …-5,0 |
| 28 | 6,160 | 4,830 | +3,0 …-5,0 |
| 32 | 8,040 | 6,310 | +3,0 …-4,0 |
| 36 | 10,180 | 7,990 | +3,0 …-4,0 |
| 40 | 12,570 | 9,870 | +3,0 …-4,0 |
| 45 | 15,000 | 12,480 | +3,0 …-4,0 |
| 50 | 19,630 | 15,410 | +2,0…-4,0 |
| 55 | 23,760 | 18,650 | +2,0…-4,0 |
| 60 | 28,270 | 22,190 | +2,0…-4,0 |
| 70 | 38,480 | 30,210 | +2,0…-4,0 |
| 80 | 50,270 | 39,460 | +2,0…-4,0 |
Механические свойства арматурной стали
| Класс арматурной стали | Предел текучести, Н/мм 2 | Временное сопротивление разрыву, Н/мм 2 | Относительное удлинение, % | Равномерное удлинение, % | Ударная вязкость, МДж/м 2 | Испытание на изгиб в холодном состоянии (с-толщина оправки, d-диаметр стержня) |
|---|---|---|---|---|---|---|
| А240 (A-I) | 235 | 373 | 25 | — | — | 180°; с = d |
| A300 (А-II) | 295 | 490 | 19 | — | — | 180°; с = 3d |
| АсЗ00 (Ас-II) | 295 | 441 | 25 | — | 0,5 | 180°; с = d |
| А400 (A-III) | 390 | 590 | 14 | — | — | 90°; с = 3d |
| А600 (A-IV) | 590 | 883 | 6 | 2 | — | 45°; с = 5d |
| А800 (A-V) | 785 | 1030 | 7 | 2 | — | 45°; с = 5d |
| А1000 (А-VI) | 980 | 1230 | 6 | 2 | — | 45°; с = 5d |
По согласованию с потребителем допускается не проводить испытание на ударную вязкость арматурной стали класса АсЗ00 (Ас-II).
Для А600 (A-IV) диаметром 18 мм стали марки 80С норма изгиба в холодном состоянии устанавливается не менее 30° .
Для А240 (A-I) диаметром свыше 20 мм при изгибе в холодном состоянии на 180° с = 2d, для А300 (А-II) диаметром свыше 20 мм с = 4d.
На поверхности стержней, включая поверхность ребер и выступов, в соответствии с требованиями ГОСТ 5781 не должно быть трещин, раковин, плен и закатов
Механические свойства арматурной термомеханически упрочненной стали до и после электронагрева, а также результаты испытаний ее на изгиб должны соответствовать установленным требованиям
Механические свойства арматурной термомеханически упрочненной стали
| Класс арматурной стали | Номинальные размеры, мм | Температура электронагрева, градус | Временное сопротивление разрыву, Н/мм 2 | Предел текучести, Н/мм 2 | Относительное удлинение, % | Испытание на изгиб в холодном состоянии, градус | Диаметр оправки (d — диаметр стержня) |
|---|---|---|---|---|---|---|---|
| Ат400 | 6-40 | — | 550 | 440 | 16 | 90 | 3d |
| Ат500 | 6-40 | — | 600 | 500 | 14 | 90 | 3d |
| Ат600 | 10-40 | 400 | 800 | 600 | 12 | 45 | 5d |
| Ат800 | 10-32* | 400 | 1000 | 800 | 8 | 45 | 5d |
| Ат1000 | 10-32 | 450 | 1250 | 1000 | 7 | 45 | 5d |
| Ат1200 | 10-32 | 450 | 1450 | 1200 | 6 | 45 | 5d |
Примечание. * Для Ат800К — диаметры 18-32 мм
Маркировка и обозначения арматурной стали
Маркировка арматурной стали должна содержать:
• номинальный диаметр (номер профиля), мм;
• обозначение класса прочности;
• обозначение ее эксплуатационных характеристик — свариваемости (индекс С), стойкости против коррозионного растрескивания (индекс К).
Примеры условного обозначения арматурной сталиразличного класса прочности и технического назначения:
арматурная сталь диаметром 20 мм, класса прочности А300 (A-II): 20А300 ГОСТ 5781-82;
арматурная сталь диаметром 18 мм, класса прочности А240 (A-I): 18А240 ГОСТ 5781-82;
арматурная сталь диаметром 20 мм, класса прочности Ат800: 20Ат800 ГОСТ 10884-94;
то же, диаметром 10 мм, класса прочности Ат400, свариваемой (С): 10Ат400С ГОСТ 10884-94
то же, диаметром 16 мм, класса прочности Атб00, стойкой против коррозионного растрескивания (К): 16Атб00К ГОСТ 10884-94
Маркировка и упаковка горячекатаной стали для армирования железобетонных конструкций
Концы стержней из низколегированных сталей класса А600 (A-IV) должны быть окрашены красной краской, класса А800 (A-V) — красной и зеленой, класса А1000 (А-VI) — красной и синей. Допускается окраска связок на расстоянии 0,5 м от концов.
Стержни упаковывают в связки массой до 15 т, перевязанные проволокой или катанкой. По требованию потребителя стержни упаковывают в связки массой до 3 и 5 т.
На связки краска наносится полосами шириной не менее 20 мм на боковую поверхность по окружности (не менее 1/2 длины окружности) на расстоянии не более 500 мм от торца.
На мотки краска наносится полосами шириной не менее 20 мм поперек витков с наружной стороны мотка.
На неупакованную продукцию краска наносится на торец или на боковую поверхность на расстоянии не более 500 мм от торца.
На ярлыке, прикрепленном к каждой связке стержней, наносят условное обозначение класса по пределу текучести (например, А400) или принятое обозначение класса арматурной стали (например, A-III)
Маркировка и упаковка арматурной термомеханически упрочненной стали для железобетонных конструкций
Маркировка производится в соответствии с ГОСТ 10884 при прокатке или же при отсутствии прокатной маркировки несмываемой краской.
Маркировка при прокатке
Арматурная сталь периодического профиля имеет маркировку класса прочности и завода-изготовителя, наносимую при ее прокатке в виде маркировочных коротких поперечных ребер или точек на поперечных выступах.
Маркировочные короткие поперечные ребра высотой 0,5 мм, не выходящие за пределы габаритного размера по окружности диаметром d, располагают на поверхностях, примыкающих к продольным ребрам.
Маркировочные точки высотой, равной высоте поперечного выступа, представляют собой конусообразные утолщения на поперечных выступах
При отсутствии прокатной маркировки концы стержней или связки арматурной стали соответствующего класса должны быть окрашены несмываемой краской следующих цветов:
Ат400С — белой;
Ат500С — белой и синей;
Атб00 — желтой;
Атб00С — желтой и белой;
Атб00К — желтой и красной;
Ат800 — зеленой;
Ат800К — зеленой и красной;
Ат1000 — синей;
Ат1000К — синей и красной;
Ат1200 — черной.
Допускается окраска связок на расстоянии 0,5 м от концов. Стержни упаковывают в связки массой до 10 т, перевязанные проволокой. По требованию потребителей стержни упаковывают в связки массой до 3 т.
При поставке стали в мотках каждый моток должен состоять из одного отрезка арматурной стали. Масса мотка — до 3 т
К каждому мотку или связке стержней должен быть прочно прикреплен ярлык, на котором указывают:
• товарный знак или товарный знак и наименование предприятия-изготовителя;
• условное обозначение арматурной стали;
• номер партии;
• клеймо технического контроля
Правила приемки и методы испытания арматуры установлены соответствующими стандартами и техническими условиями. Испытание на растяжение проводят по ГОСТ 12004, а испытание на изгиб — по ГОСТ 14019
Арматурная проволока
Холоднодеформированную арматуру (арматурную проволоку) диаметром от 3 до 12 мм изготавливают способом холодного волочения и подразделяют по форме поперечного сечения на гладкую и периодического профиля, а также по классам прочности: 500, 600, 1200, 1300, 1400, 1500. Класс прочности соответствует гарантированному значению условного предела текучести проволоки, МПа, с доверительной вероятностью 0,95
Расчетная площадь поперечного сечения и теоретическая масса 1000 м проволоки
| Номинальный диаметр (номер профиля), мм | Площадь поперечного сечения, мм 2 | Масса 1000 м, кг |
| 3,0 | 7,07 | 55,5 |
| 4,0 | 12,57 | 98,7 |
| 5,0 | 19,63 | 154,1 |
| 6,0 | 28,27 | 221,9 |
| 7,0 | 38,48 | 302,1 |
| 8,0 | 50,27 | 394,6 |
Примечание. Линейная плотность проволоки периодического профиля класса В500 не должна превышать следующих значений: диаметром 3 мм — 0,052 кг, диаметром 4 мм — 0,092 кг, диаметром 5 мм — 0.144 кг.
В условных обозначениях холоднодеформированная арматура (проволока) обозначается буквой В. Например, проволока диаметром 5 мм класса прочности 1400 обозначается: 5-В1400.
Пример условного обозначения проволоки номинальным диаметром 3,0 мм класса прочности 500;
Проволока 3-В500 ГОСТ 6727-80
В качестве ненапрягаемой арматуры применяют проволоку класса B500(Bp-I, В500С), которую изготовляют из низкоуглеродистой стали по ГОСТ 380, а для напрягаемой арматуры применяют проволоку гладкую и периодического профиля классов прочности 1200,1300, 1400 и 1500, которую производят из углеродистой конструкционной стали марок 65-85 по ГОСТ 14959. Проволоку класса В600, изготовляемую из стали марок СтЗкп и Ст5пс с термической обработкой, можно применять в качестве ненапрягаемой и напрягаемой арматуры
Марку стали для арматурной проволоки завод-изготовитель выбирает так, чтобы обеспечить заданные стандартами и техническими условиями механические свойства.
Высокопрочную арматурную проволоку в процессе изготовления подвергают низкотемпературному отпуску, в результате чего повышаются ее упругие свойства: развернутая из мотка и свободно уложенная проволока должна сохранять нормируемую прямолинейность.
Высокопрочную проволоку диаметром 7 и 8 мм изготовляют по разовым заказам, согласованным с заводом-изготовителем
Характеристика холоднотянутой проволоки
| Класс арматурной проволоки | ГОСТ и ТУ | Класс прочности | Номи — нальный диаметр, мм | Разрывное усилие, кН | Усилие, соотв. пределу текучести, кН | Относи-тельное удлинение после разрыва на расчетной длине 100мм, % | Число перегибов на 180° | Диаметр оправки при испытании на изгиб на 180° в холодном сост., мм |
|---|---|---|---|---|---|---|---|---|
| В | ГОСТ 6727 | 500 | 3 | 3,9 | 3,5 | 2 | 4 | |
| В | ГОСТ 6727 | 500 | 4 | 7,1 | 6,2 | 2,5 | 4 | |
| В | ГОСТ 6727 | 500 | 5 | 10,6 | 9,7 | 3 | 4 | |
| В | ТУ 14-4-1322-85 | 600 | 4 | 10,5 | 8 | 2,5 | 4 | |
| В | ТУ 14-4-1322-85 | 600 | 4,5 | 13,2 | 10,2 | 2,7 | 4 | |
| В | ТУ 14-4-1322-85 | 600 | 5 | 16,4 | 12,5 | 3 | 5 | |
| В | ТУ 14-4-1322-85 | 600 | 6 | 22,6 | 18 | 4 | 6 | |
| В | ГОСТ 7348 | 1500 | 3 | 12,6 | 106 | 4 | 9(8) | |
| В | ГОСТ 7348 | 1400 | 4 | 21,4 | 18 | 4 | 7(6) | |
| В | ГОСТ 7348 | 1400 | 5 | 32,8 | 27,5 | 4 | 5(3) | |
| В | ГОСТ 7348 | 1400 | 6 | 47,3 | 39,7 | 5 | 30 | |
| В | ГОСТ 7348 | 1300 | 7 | 60,4 | 50,7 | 6 | 35 | |
| В | ГОСТ 7348 | 1200 | 8 | 74 | 62 | 6 | 40 |
Примечания:
В скобках приведены данные для проволоки периодического профиля.
Для гладкой стабилизированной проволоки диаметром 5 мм (ТУ 14-4-1362-85) усилие, соответствующее условному пределу текучести, равно 30,1 кН
Промышленностью освоено производство следующих новых видов арматурной проволоки:
стабилизированной гладкой высокопрочной проволоки диаметром 5 мм с повышенной релаксационной стойкостью;
низкоуглеродистой проволоки периодического профиля диаметром 4-6 мм повышенной прочности класса В600.
Проволока изготовляется в мотках массой 500-1500 кг. Допускается изготовление, проволоки в мотках массой 20-100 кг. Каждый моток должен состоять из одного отрезка проволоки. Проволока должна быть свернута в мотки неперепутанными рядами
Арматурные канаты
Арматурные канаты изготавливают из высокопрочной холоднотянутой проволоки. Для наилучшего использования прочностных свойств проволоки в канате шаг свивки принимают максимальным, обеспечивающим нераскручиваемость каната, обычно в пределах 10-16 диаметров каната
Механические свойства арматурных канатов
| Марка каната | ГОСТ, ТУ | Класс прочности каната | Ø каната, мм | Ø проволоки, мм | Номин. плошадь поперечн. сечения каната, мм 2 | Разрывное усилие каната, кН | Усилие при условном пределе текучести, кН | Относит. удлинение при разрыве, % | Теор. масса 1м, кг |
|---|---|---|---|---|---|---|---|---|---|
| К-7 | ГОСТ 13840 | 1500 | 6 | 2 | 22,7 | 40,6 | 34,9 | 4 | 0,173 |
| К-7 | ГОСТ 13840 | 1500 | 9 | 3 | 51 | 93,5 | 79,5 | 4 | 0,402 |
| К-7 | ГОСТ 13840 | 1500 | 12 | 4 | 90,6 | 164 | 139,5 | 4 | 0,714 |
| К-7 | ГОСТ 13840 | 1400 | 15 | 5 | 141,6 | 232 | 197 | 4 | 0,714 |
| К-19 | ТУ 14-4-22-71 | 1400 | 14,2 | 2,8 | 128,7 | 236,9 | 181,5 | 4 | 1,014 |
В процессе производства канаты К-7 и К-19 подвергают низкотемпературному отпуску. Согласно ТУ 14-4-1362-85 усилие, соответствующее условному пределу текучести, равно 30,1 кН
Маркировка и упаковка арматурной проволоки и канатов
Арматурную проволоку и канаты поставляют в несмазаном виде. Канаты поставляют на барабанах или в мотках, проволоку в мотках массой 500-1500 кг, равномерно перевязанных по окружности не менее чем в трех местах. Допускается изготовление проволоки в мотках массой 20-100 кг, перевязанных не менее чем в трех местах. Каждый моток должен состоять из одного отрезка проволоки.
По требованию потребителя моток массой 500-1500 кг должен иметь промежуточные вязки, расположенные внутри мотка. Мотки проволоки массой 20-100 кг связывают в бухты. К каждому мотку (бухте) должен быть прочно прикреплен ярлык, на котором указывают:
товарный знак или наименование и товарный знак предприятия-изготовителя ;
условное обозначение проволоки;
номер партии;
клеймо технического контроля.
Правила приемки и методы испытания проволоки установлены соответствующими стандартами и техническими условиями. Испытание на растяжение проводят по ГОСТ 12004, испытание на перегиб по ГОСТ 1579, а испытание на изгиб — по ГОСТ 14019.
Применение арматуры
В качестве ненапрягаемой арматуры железобетонных конструкций следует применять:
а) стержневую арматуру классов А400 (A-III), Ат400С и Ат500С — для продольной и поперечной арматуры;
б) арматурную проволоку класса В500 — для поперечной и продольной арматуры;
в) стержневую арматуру классов А240(А-1), А300(А-II)и АсЗ00(Ас-II) — для поперечной арматуры, а также для продольной арматуры, если другие виды ненапрягаемой арматуры не могут быть использованы;
г) стержневую арматуру класса Ат600С — для продольной арматуры;
д) стержневую арматуру классов A600(A-IV), Ат600 и Ат600К — для продольной арматуры в вязаных каркасах и сетках;
е) стержневую арматуру классов A800(A-V), Ат800, Ат800К, A1000(A-VI), Ат 1000, Ат1000К, Ат1200 — для продольной сжатой арматуры, а также для продольной сжатой и растянутой арматуры при смешанном армировании конструкции (наличии в них напрягаемой и ненапрягаемой арматуры) в вязаных каркасах и сетках
Из-за хладноломкости запрещается применять арматуру классов А300 (A-II) марки стали Ст5пс (диаметром 18-40 мм) и класса А240(А-I) марки стали СтЗкп, А600 (A-IV) и выше при температуре ниже -30°С; класса А400 (A-III) при температуре ниже -40°С
Арматуру классов А400(А-III), Ат400С, Ат500С, Ат600С, В500, А240(А-1), А300(А-II) и Ас300(Ас-II) рекомендуется применять в виде сварных каркасов и сеток
Допускается использовать в сварных сетках и каркасах арматуру классов Ат600К (из стали марок 10ГС2 и 08Г2С) и Ат800 (из стали марки 20ГС) при выполнении крестообразных соединений контактно-точечной сваркой
Ненапрягаемая арматура классов А240(А-1), А300(А-II), А400(А-III), Ат400С, Ат500С, Ат600С хорошо сваривается контактной и дуговой сваркой; А600 (A-IV) и А800 (A-V) — только контактной сваркой.
В качестве напрягаемой арматуры предварительно напряженных конструкций следует применять стержневую арматуру классов A800(A-V), Ат800, Ат800К, A1000(A-VI), Ат1000, Ат1000К и Ат1200; высокопрочную арматурную проволоку и арматурные канаты.
В качестве напрягаемой арматуры также допускается применять стержневую арматуру классов A600(A-IV), Ат600, Ат600С, Ат600К
В качестве напрягаемой арматуры конструкций, предназначенных для эксплуатации в агрессивной среде, следует преимущественно применять арматуру класса A600(A-IV), а также классов Ат600К, Ат800К, Ат1000К и арматуру других видов в соответствии со СНиП 52-01-2003.
Для монтажных (подъемных) петель элементов сборных железобетонных и бетонных конструкций должна применяться горячекатаная арматурная сталь класса Ас300(Ас-II) марки 10ГТ и класса А240(А-1) марок СтЗсп и СтЗпс, а также класса А240(А-1) по ТУ 14-2-736-87 (особенно для конструкций, предназначенных для применения в районах с расчетной температурой ниже -30°С). В случае, если возможен монтаж конструкций при расчетной зимней температуре ниже -40°С, для монтажных петель не допускается применять сталь марки СтЗпс, так как данная сталь является хладноломкой.
Для закладных деталей и соединительных накладок применяют, как правило, прокатную углеродистую сталь класса С38/23
При проектировании и производстве сборных железобетонных конструкций в ряде случаев следует учитывать величину модуля упругости арматуры

