Ацетиленовая горелка принцип работы
Ацетиленовая горелка принцип работы




§ 44. Сварочные горелки
Горелки разделяются на инжекторные и безынжекторные, однопламенные и многопламенные, для газообразных горючих (ацетиленовые и др.) и жидких (пары керосина). Наибольшее применение имеют инжекторные горелки, работающие на смеси ацетилена с кислородом.
Схема и принцип работы инжекторной горелки. Горелка состоит из двух основных частей – ствола и наконечника (рис. 64). Ствол имеет кислородный 1 и ацетиленовый 16 ниппели с трубками 3 и 15, рукоятку 2, корпус 4 с кислородным 5 и ацетиленовым 14 вентилями. С правой стороны горелки (если смотреть по направлению течения газов) находится кислородный вентиль 5, а с левой стороны – ацетиленовый вентиль 14. Вентили служат для пуска, регулирования расхода и прекращения подачи газа при гашении пламени. Наконечник, состоящий из инжектора 13, смесительной камеры 12 и мундштука 7, присоединяется к корпусу ствола горелки накидной гайкой.
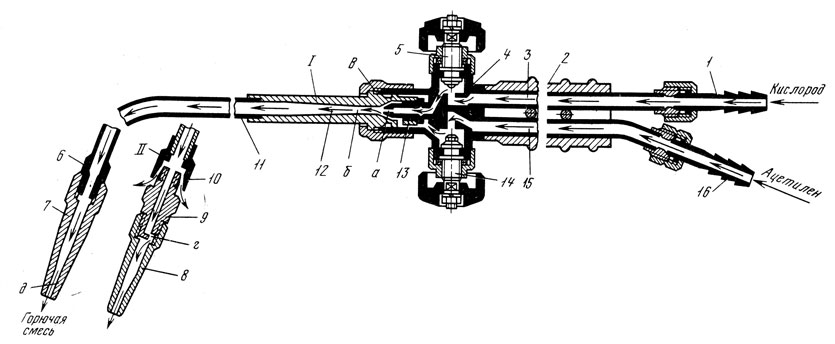
Рис. 64. Устройство инжекторной горелки: 1, 16 – кислородный и ацетиленовый ниппели, 2 – рукоятка, 3, 15 – кислородная и ацетиленовая трубки, 4 – корпус, 5, 14 – кислородный и ацетиленовый вентили, 6 – ниппель наконечника, 7 – мундштук, 8 – мундштук для пропан-бутан-кислородной смеси, 9 – штуцер, 10 – подогреватель, 11 – трубка горючей смеси, 12 – смесительная камера, 13 – инжектор; а, б – диаметры выходного канала инжектора смесительной камеры, в – размер зазора между инжектором и смесительной камерой, г – боковые отверстия в штуцере 9 для нагрева смеси, д – диаметр отверстия мундштука
Инжектор 13 представляет собой цилиндрическую деталь с центральным каналом малого диаметра – для кислорода и периферийными, радиально расположенными каналами – для ацетилена. Инжектор ввертывается в смесительную камеру наконечника и находится в собранной горелке между смесительной камерой и газоподводящими каналами корпуса горелки. Его назначение состоит в том, чтобы кислородной струей создавать разреженное состояние и засасывать ацетилен, поступающий под давлением не ниже 0,01 кгс/см 2 . Разрежение за инжектором достигается благодаря высокой скорости (порядка 300 м/с) кислородной струи. Давление кислорода, поступающего через вентиль 5, составляет от 0,5 до 4 кгс/см 2 .
Инжекторное устройство показано на рис. 65.
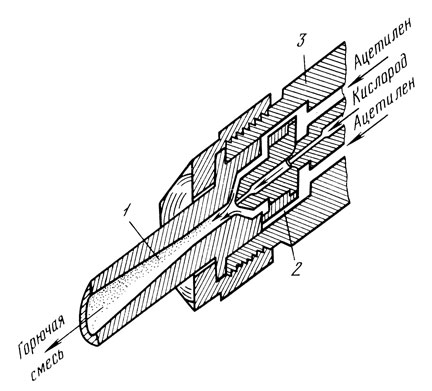
Рис. 65. Разрез инжекторного устройства: 1 – смесительная камера, 2 – инжектор, 3 – корпус горелки
В смесительной камере кислород перемешивается с ацетиленом и смесь поступает в канал мундштука. Горючая смесь, выходящая из мундштука со скоростью 100 – 140 м/с, при зажигании горит, образуя ацетилено-кислородное пламя с температурой до 3150°С.
В комплект горелки входит несколько номеров наконечников. Для каждого номера наконечника установлены размеры каналов инжектора и размеры мундштука. В соответствии с этим изменяется расход кислорода и ацетилена при сварке.
Конструкция пропан-бутан-кислородных горелок отличается от ацетилено-кислородных горелок тем, что перед мундштуком имеется устройство 10 (рис. 64) для подогрева пропан-бутан-кислородной смеси. Дополнительный нагрев необходим для повышения температуры пламени. Обычный мундштук заменяется мундштуком измененной конструкции.
Техническая характеристика инжекторных горелок. В настоящее время промышленность выпускает сварочные горелки средней мощности – “Звезда”, ГС-3 и малой мощности – “Звездочка” и ГС-2. В эксплуатации находятся также горелки “Москва” и “Малютка”, выпускавшиеся до 1971 г.
Горелки “Москва”, “Звезда” и ГС-3 предназначены для ручной ацетиленокислородной сварки стали толщиной 0,5 – 30 мм.
В комплект горелки средней мощности входит ствол и семь наконечников, присоединяемых к стволу горелки накидной гайкой (табл. 15), Обязательный комплект включает наконечники № 3, 4 и 6, чаще всего необходимые при выполнении сварочных работ, остальные наконечники поставляются по требованию потребителя. Горелки “Звездочка”, ГС-2 и “Малютка” поставляются с наконечниками № 0, 1, 2, 3. В горелках “Звезда”, ГС-3, “Звездочка” мундштуки изготовляются из бронзы Бр.Х 0,5, металла более стойкого, чем медь МЗ, применявшаяся для изготовления мундштуков горелок “Москва” и “Малютка”. По этой причине срок службы выпускаемых горелок повышен по сравнению с выпускавшимися ранее.
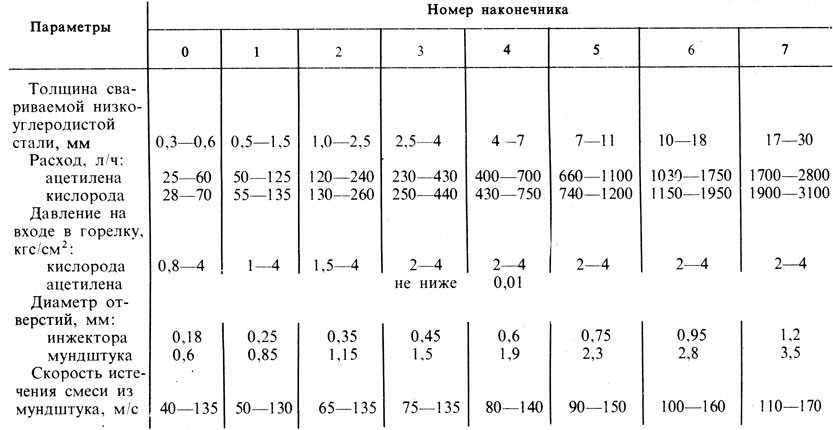
15. Техническая характеристика горелок малой и средней мощности
Горелки типа ГС-3 работают с рукавами диаметром 9 мм. Горелки малой мощности “Малютка”, “Звездочка” и ГС-2 предназначены для сварки сталей толщиной 0,2 – 4 мм. Горелки ГС-2 работают с резиновыми рукавами диаметром 6 мм.
Для пропан-бутан-кислородной смеси промышленность выпускает горелки типов ГЗУ-2-62-I и ГЗУ-2-62-II; первая предназначена для сварки стали толщиной от 0,5 до 7 мм, вторая – для подогрева металла. Для пламенной очистки поверхности металла от ржавчины, старой краски и т. д. выпускается ацетиленокислородная горелка Г АО (горелка ацетиленовая, очистка). Ширина поверхности, обрабатываемой горелкой за один проход, составляет 100 мм.
Для закалки металла выпускаются наконечники НАЗ-58 к стволу горелки ГС-3.
Сварку и другие виды обработки металлов пропан-бутан-кислородным пламенем можно производить горелкой ГЗМ-2-62М с четырьмя наконечниками.
Нарушение работы инжекторного устройства приводит к обратным ударам пламени и снижению запаса ацетилена в горючей смеси. Запас ацетилена представляет собой увеличение его расхода при полностью открытом ацетиленовом вентиле горелки по сравнению с паспортным расходом для данного номера мундштука. Причинами этих неполадок могут быть засорение кислородного канала, чрезмерное увеличение его диаметра вследствие износа ацетиленовых каналов, смещение инжектора по отношению к смесительной камере и наружные повреждения инжектора. Для нормальной работы горелки диаметр выходного канала мундштука должен быть равен диаметру канала смесительной камеры, а диаметр канала инжектора – в 3 раза меньше.
Посадочное место инжектора отрегулировано для инжекторов, входящих в комплект горелки.
Инжекторы горелки “Москва” можно использовать в горелке “Звезда”, а инжекторы горелки “Малютка” – в горелке “Звездочка”.
Проверка горелки на инжекцию (разрежение) проводится каждый раз перед началом работы и при смене наконечника. Для этого с ниппеля снимается ацетиленовый рукав и открывается кислородный вентиль. В ацетиленовом ниппеле исправной горелки должен создаваться подсос, обнаруживаемый прикосновением пальца к отверстию ниппеля.
Поддержание мундштука в надлежащем состоянии обеспечивает нормальное пламя по форме и размерам (см. гл. X). Мундштуки работают в условиях высокой температуры, подвергаются механическому разрушению от брызг при сварке и требуют ухода за ними (чистка, охлаждение и т. д.). Риски, задиры, нагар на стенках отверстия выходного канала мундштука снижают скорость выхода горючей смеси и способствуют образованию хлопков и обратных ударов, искажают форму пламени. Эти недостатки устраняют подрезкой торца мундштука на 0,5 – 1 мм, калибровкой и полировкой выходного отверстия.
После каждого ремонта детали горелок обязательно обезжиривают бензином марки Б-70.
Безынжекторные горелки работают под одинаковым давлением кислорода и ацетилена, равным от 0,1 до 0,8 кгс/см 2 . Эти горелки обеспечивают более постоянный состав горючей смеси в процессе работы. Безынжекторные горелки можно питать ацетиленом, либо от баллонов, либо от генераторов среднего давления.
Специальные горелки. Для газопламенной обработки материалов иногда целесообразно применять специальные горелки. Промышленностью выпускаются горелки для нагрева металла с целью термической обработки, удаления краски, ржавчины, горелки для пайки, сварки термопластов; пламенной наплавки и др. Принципиальное устройство специальных горелок во многом аналогично горелке, используемой для сварки металлов. Отличие состоит в форме и размерах мундштуков, а также в тепловой мощности, форме и размерах пламени. Специальные горелки выпускают для любого горючего газа.
1. Почему для газовой сварки из горючих газов употребляют главным образом ацетилен?
2. Расскажите о классификации ацетиленовых генераторов.
3. Какую роль выполняет в горелке инжектор?
4. Какое влияние оказывает инжекторное устройство и устройство мундштука на работу горелки?
5. Какие бывают специальные горелки?
По сниженной стоимости самоспасатель спи 20м на нашем сайте.
Назначение и преимущества ацетиленовых горелок

Газовая ацетиленовая горелка разработана для реализации газокислородной сварки в ручном режиме. Кроме того, с ее помощью можно подогревать стальные заготовки, проводить пайку, наплавку и прочие виды термической обработки. Оборудование данного типа хорошо подходит для сварки металлических элементов толщиной 3–20 мм. На горелке предусмотрено семь сменных наконечников, для установки которых на ствол используются накидная гайка. Устройство оснащено удобными вентилями, регулирующими подачу кислорода и ацетилена.
Особенности конструкции
Традиционно газовые горелки включают в себя такие конструктивные элементы:
- держатель для захвата (обычно — медный или алюминиевый);
- головка (может иметь разный диаметр, в зависимости от толщины и типа разрезаемых материалов);
- направляющие роликового типа;
- вентили, отвечающие за регулировку движения рабочего газа;
- сопло (материал изготовления – жаропрочная медь).
Производство отечественных газовых горелок регламентирует ГОСТ 29091. Изделия данного типа широко используются для реализации монтажных и демонтажных мероприятий. Чтобы повысить эффективность и производительность ацетиленовой горелки, в ее конструкцию вводят воздушное или водяное охлаждение.
Для коммутации к подающим рукавам используются быстросъемные соединения. Регулировка тепловой мощности, состава и конфигурации рабочего факела осуществляется посредством эргономичных регуляторов механического типа.
Преимущества
Ацетиленовые горелки обладают целым рядом достоинств:
- легкость, эргономичность;
- простота использования, обслуживания и замены вышедших из строя деталей;
- усиленная прочность и стойкость к нагреванию рабочих деталей;
- способность разрезать металлические заготовки любой толщины (главное — подобрать подходящую головку);
- способность функционировать в уличных условиях при температуре от -40 до +50 градусов.
- экономичный расход ацетилена и кислорода;
- наличие в модельном ряду горелок бытового и промышленного назначения.
Чтобы подключить кислородный и ацетиленовый баллон, в комплектацию оборудования прилагаются специальные рукава, ниппели и гайки.
Как выбрать и настроить ацетиленовую горелку
Ацетиленовая горелка — специальное устройство для сварки, в котором происходит перемешивание ацетилена с О2 из воздуха и одновременно образуется газосварочное пламя.
Подобная технологическая схема дает возможность добиться хорошего качества сварных соединений, поэтому ее используют при монтаже трудоемких и ответственных строительных конструкций, к примеру, на ТЭЦ и АЭС.
Поэтому на протяжении нескольких десятилетий, ацетиленовая горелка под пропан считается самым главным инструментом газосварщика.
- 1 Устройство ацетиленовой горелки
- 1.1 Температура пламени горелки
- 2 Принцип действия
- 3 Плюсы и минусы
- 4 Как выбрать ацетиленовую горелку
- 4.1 Топ 6 надежных горелок
- 5 Инструкция по эксплуатации
- 5.1 Как зажечь
Устройство ацетиленовой горелки

Ацетиленовая газосварка — выполняет термический процесс, позволяющий соединить металлические детали под действием высокотемпературного пламени, образующегося при горении ацетилена с катализатором О2. После нагрева на граничных зонах соединяемых деталей формируются сварочные ванны.
Рабочие элементы ацетиленовой горелки:
- бронзовая трубка;
- регуляторы газового топлива, по одному на каждый газовый баллон;
- ацетиленовая форсунка, откалиброванная для обеспечения тонкого распыления газовой смеси под высоким давлением.
Раньше для сварки ацетилен добывали в газогенераторах, сегодня сварщики чаще применяют ацетилен в баллонах, окрашенных в белый цвет, которые перевозят на специализированных тележках.
Температура пламени горелки
Ацетиленовое пламя имеет три конуса:
- а – голубого цвета, в нем горение отсутствует, а только протекает процесс смешения ацетилена с воздухом;
- б – восстановительный светящийся конус, имеет неполный процесс сгорания, состоит из раскаленных частиц углерода;
- в – окислительный бесцветный конус, имеет полное сгорание ацетилена, вызванного избытком О2 из воздуха.
Сварочный процесс проистекает во 2-м и 3-м конусах. Наименьшая температура воспламенения ацетиленовой смеси располагается в границах от 410 до 430 С, пламя распространяется со скоростью до 200 м/сек и зависит от объема содержимого кислорода. Температура пламени у такого сварочного устройства равна 3500 С.
Принцип действия
Газосварочные горелки ацетиленовые выполнены таким образом, что ацетилен и кислород движутся по собственным каналам к соплу, где протекает процесс смешивания.
В результате химической реакции образуется кислородно – газовая смесь, которая выходит с высокой скоростью сквозь откалиброванное сопло наконечника. Топливную смесь зажигают, в результате чего создается сварочный факел, величину которого регулируют кранами.

Сварочный процесс стартует с нагревания кромок элементов, после чего они оплавляются и соединяются. Сварка требует значительного расхода газа, для формирования высокотемпературного режима.
Следующий этап соединения металлических деталей — наплавление присадочного металлического прутка с мягкой структурой, который способен заполнить сварочную ванну, образованную у кромок деталей.
Плюсы и минусы
Наибольшим преимуществом данного типа сварки считается ее автономность. При проведении сварочных операций не нужен источник тока, что особенно предпочтительно при производстве монтажно-строительных работ на стройплощадках, не имеющих стационарного электропитания.
Преимущества газовой горелки на пропане:
- Возможность регулировки дистанции до свариваемой зоны и температурных режимов, что исключает прожоги при сварке тонких изделий.
- Мобильность передвижения по строительному участку.
- Надежность и высокое качество сварных соединений.
- Контролирование сварочного процесса.
- Способность исполнения неповоротного сварного шва, рядом с препятствиями, без выполнения операционного стыка.
- Формирование неразъемных соединений из металла с различной температурой плавления.
- Регулирование мощности и величины сварочного пламени.
- Увеличение производственного качества сварного шва благодаря использованию легирующей сварной проволоки.
- Низкая цена горелки и материалов для обеспечения работы устройства.
Минусы при эксплуатации сварочных устройств на ацетилене:
- Работы можно производить исключительно обученным и аттестованным сварщикам.
- Небольшая продуктивность работ.
- Трансформация химических и структурных качеств металла на значительной зоне нагрева.
- Использование ацетилена формирует высочайшую пожарную опасность в окружающем пространстве.
- Низкокачественная сварка деталей из легированных металлов.
- Неосуществимость проведения сварочных операций внахлест.
Как выбрать ацетиленовую горелку

В торговой сети реализуются множество модификаций сварочных горелок, как отечественного, так и западного производства. Наконечник ацетиленовой горелки бывает от 0 до 7 типоразмера.
Главные параметры выбора зависят от параметров свариваемых деталей:
- толщины свариваемых узлов;
- химического состава свариваемого металла;
- размер соединительного сварочного шва.
Топ 6 надежных горелок

Сегодня самыми популярными устройствами являются:
- горелка ацетиленовая г2 – м “Малютка” – для пайки высокотемпературным припоем, цена: 2650 руб.;
- горелка ацетиленовая г2 – 4м,с 4-мя цельнотянутыми наконечниками: от 0 до 3 размера, с возможной толщиной свариваемого металла от 0.3 до 8.,0 мм, цена: 2559 руб.;
- горелка ацетиленовая гс – 2, с толщиной свариваемого металла от 0.5 до 5.0 мм, цена: 1250 руб.;
- горелка ацетиленовая г2 – 23, с толщиной свариваемого металла от 1.0 до 4.0 мм, цена: 1439 руб.;
- горелка ацетиленовая гс -3, с наконечниками 4,6 с климатическим исполнением +45С до -40С, цена: 1197 руб.
Инструкция по эксплуатации
Все операции с ацетиленовой горелкой может производить обученный персонал, аттестованный на знание правил ПБ 03.273/99 и других отраслевых и региональных нормативных актов для работ на объектах подведомственных Госгортехнадзору РФ.
Сварщики при производстве работ с использованием газовых баллонов обязаны соблюдать строгие меры пожарной безопасности: не бросать их без наблюдения, не помещать около горячих источников, с кислородом и другими воспламеняющимися газовыми смесями.
Перед началом сварочных работ в помещениях, его тщательно вентилируют до/во время/после процесса сварки. До выполнения работ должны быть оформлены все необходимые разрешительные документы и допуски.
Как зажечь
Заранее, перед началом сварочных работ горелкой, выполняют мероприятия по защите поверхности от ржавчины и грязевых отложений, их обрабатывают щетками по металлу или насадками на шлифмашинке. Чистую поверхность обезжиривают специальными растворителями, чтобы наплавляемый слой плотно прилегал к поверхности.
Процесс сварки начинают с открытия вентилей на газовых баллонах и регулирования газового давления газа при помощи редукторов. Наилучшее значение давление – 2 атм. При большем значении, сложно отрегулировать пламя.
На устройстве открывают ацетиленовый вентиль и поджигают газ. После этого плавно открывают кислородный вентиль и регулируют размер факела, по режимной карте для каждого металла.
Принцип устройства газовой горелки для пайки: как она работает?
Главная / Горелки для котлов
Время на чтение: 4 мин
Ацетиленовая горелка — специальное устройство для сварки, в котором происходит перемешивание ацетилена с О2 из воздуха и одновременно образуется газосварочное пламя.
Подобная технологическая схема дает возможность добиться хорошего качества сварных соединений, поэтому ее используют при монтаже трудоемких и ответственных строительных конструкций, к примеру, на ТЭЦ и АЭС.
Поэтому на протяжении нескольких десятилетий, ацетиленовая горелка под пропан считается самым главным инструментом газосварщика.
- 1 Устройство ацетиленовой горелки 1.1 Температура пламени горелки
-
4.1 Топ 6 надежных горелок
-
5.1 Как зажечь
Зачем нужна сварочная горелка
Без горелки можно обойтись разве что выполняя сварку ручным дуговым методом (ММА). В остальных случаях – это главный инструмент сварщика. Он применяется во всех типах сварочных процессов, где требуется наличие газа:
- MIG/MAG (в защитной газовой среде);
- TIG (аргонодуговая);
- точечный метод;
- газовая сварка;
- плазменная резка.
Главное её назначение заключается в смешивании и подаче защитного или горючего газа в рабочую зону, формировании устойчивого пламени. При этом силу горения можно регулировать.
История получения ацетилена
В 1836 г. в Бристоле на заседании Британской ассоциации Эдмунд Дэви (Edmund Davy), профессор химии Дублинского Королевского общества и двоюродный брат Гемфри Дэви (Humphry Davy), сообщил:
… При попытке получить калий, сильно нагревая смесь прокаленного винного камня с древесным углем в большом железном сосуде, я получил черное вещество, которое легко разлагалось водой и образовывало газ, оказавшийся новым соединением углерода и водорода. Этот газ горит на воздухе ярким пламенем, более густым и светящимся даже сильнее, чем пламя маслородного газа (этилена). Если подача воздуха ограничена, горение сопровождается обильным отложением сажи. В контакте с хлором газ мгновенно взрывается, причем взрыв сопровождается большим красным пламенем и значительными отложениями сажи… Дистиллированная вода поглощает около одного объема нового газа, однако при нагревании раствора газ выделяется, по-видимому, не изменяясь… Для полного сгорания нового газа необходимо 2,5 объема кислорода. При этом образуются два объема углекислого газа и вода, которые являются единственными продуктами горения… Газ содержит столько же углерода, что и маслородный газ, но вдвое меньше водорода… Он удивительно подойдет для целей искусственного освещения, если только его удастся дешево получать.
Дэви получил карбид калия К2С2 и обработал его водой.
В статье о получении карбида кальция мы писали о том, что его «двууглеродистый водород» впервые был назван ацетиленом французским химиком Пьером Эженом Марселеном Бертло (Marcellin Berthelot) в 1860 г. Только через 60 лет после открытия Дэви предсказанное им использование ацетилена для освещения явилось первым толчком для его промышленного получения.
Разбираемся в устройстве
Сварочные горелки для каждого из типов сварки могут иметь присущие только им конструктивные особенности. Но в целом их устройство идентично: сама горелка (гусак)
,
рукав (шлейф)
и
контактный элемент
.
Инструмент для газовой сварки максимально просто устроен. С тыльной стороны рукоятки два штуцера, к которым подключаются шланги. Подача газов регулируется вентилями. Внутри есть смесительная камера. К рукоятке посредством накидной гайки крепится наконечник. И завершает конструкцию мундштук, через который выходит пламя.
Горелка для сварочного полуавтомата отличается тем, что кроме газа, в неё по шлейфу подаётся ещё и ток, а также сварочная проволока. В мощных устройствах есть каналы для жидкостного охлаждения.
Физические свойства ацетилена
Физические свойства ацетилена представлены в таблицах ниже.
Коэффициенты перевода объема и массы С2Н2 при Т=15°С и Р=0,1 МПа
| Масса, кг | Объем газа, м3 |
| 1,109 | 1 |
| 1 | 0,909 |
Коэффициенты перевода объема и массы С2Н2 при Т=0°С и Р=0,1 МПа
| Масса, кг | Объем газа, м3 |
| 1,176 | 1 |
| 1 | 0,850 |
Ацетилен в баллоне
| Наименование | Объем баллона, л | Масса газа в баллоне, кг | Объем газа (м3) при Т=15°С, Р=0,1 МПа |
| С2Н2 | 40 | 5 | 4,545 |
Благодаря информации в таблице можно дать ответы на часто задаваемые вопросы:
- Сколько ацетилена в одном баллоне? Ответ: в 40 л баллоне 5 кг или 4,545 м3 ацетилена
- Сколько весит баллон ацетилена? Ответ: 58,5 кг — масса пустого баллона из углеродистой стали согласно ГОСТ 949; 18-20 кг — масса пористого материала, пропитанного ацетоном; 5,0 — кг масса С2Н2 в баллоне; Итого: 58,5 + 20,0 + 5,0= 83,5 кг вес баллона с ацетиленом.
- Сколько м3 ацетилена в баллоне Ответ: 4,545 м3
Принцип работы сварочной горелки
Это оборудование имеет простой принцип действия: газы через регулирующие вентили подаются в смеситель, после чего под давлением выходят наружу через сопло. Горящий газовый поток должен иметь определённую скорость – 70-150 м/сек. Превышение этого значения приводит к тому, что пламя отрывается от мундштука и затухает. А если скорость газа будет слишком низкой – огонь может переброситься внутрь инструмента, что чревато взрывом. Поэтому важно, чтобы горение происходило в заданных режимах.
В устройствах типа MIG/MAG или TIG процесс формирования шва происходит не под температурным воздействием пламени, а посредством электрической дуги. Но газ тоже присутствует и служит для формирования защитной среды вокруг сварочной ванны.

Изготовление из подручных материалов: поэтапно
Форсунка и ручка
К трубке из латуни приделывается ручка, для ее изготовления можно воспользоваться ручкой от неисправной паяльной лампы. Второй вариант – брусок с диаметром продольного отверстия, равного размеру трубки. Для сопряжения применяется силиконовый клей либо эпоксидка. Ручке придается форма, удобная для руки.
К созданию форсунки следует отнестись очень тщательно. Ее отверстие сечением 0,1 мм выполнить дома практически невозможно, потому сначала устраивается широкое, а края его забиваются до требуемого размера. Для ускорения процесса деталь зажимается в тисках, по ней наносятся вертикальные удары молотком с оттягиванием по направлению к центру.
Удары наносятся круговые во избежание отклонения подающегося газа при пользовании. Головку следует почистить мелкой наждачкой. С оборотной стороны форсунки устраивается резьба, позволяющая ей соединиться с трубкой подвода газа.
Регулировка пламени
Изготовленной по вышеописанной схеме горелкой уже можно пользоваться. Аппарат будет работать после соединения элементов в единую конструкцию. Остается лишь подключить газовый баллон, открыть вентиль и поджечь.
Но при этом возникнут некоторые неудобства – регуляция газового потока доступна только посредством крана на баллоне, максимально возможной мощности пламени добиться не удастся. Прибор нужно укомплектовать рассекателем и краном.
Кран можно установить непосредственно на горелке либо на подводящей трубе. Удобнее для работы, когда вентиль смонтирован недалеко от ручки (выше на 3-4 см). Сам кран также можно позаимствовать со старого автогена. Устройство фиксируется на резьбе, уплотняющейся ФУМ-лентой.
Для изготовления рассекателя используется латунная заготовка цилиндрической формы с отверстиями: одним – для подводящей трубки и несколькими параллельными ему меньшего сечения.
Заготовка закрепляется на трубке так, чтобы кромки ее выходили на 2-3 мм за пределы форсунки. Рассекатель выполняет сразу две функции:
- обеспечивает ветрозащиту;
- проводит поток кислорода, требуемого для поддержания стабильного горения.
Классификация сварочных горелок
Правильно подобранная горелка для сварки позволяет максимально эффективно выполнять сварку металлов, обеспечивает комфорт и безопасность рабочего. Чтобы купить инструмент чётко под свои нужды, необходимо знать его классификацию и конструктивные особенности. Внешняя простота этих изделий обманчива; если копнуть глубже, то у неподготовленного человека может закружиться голова от разнообразия их видов:
- С инжектором и без.
- Газовые и жидкостные.
- Универсальные и специализированные.
- Однопламенные и многопламенные.
- Ручные и машинные.
- С разной мощностью пламени.
Кроме этого для каждого типа сварки (полуавтомат или ручная подача присадочного прутка, MIG/MAG или TIG, газовая сварка) требуется устройство определённой конструкции. Поэтому, прежде чем отправиться за покупкой, полезно ознакомиться с классификацией оборудования.
HRC65 Hardness Tester)
Газовые горелки
Горелки для газовой сварки по принципу работы бывают инжекторными и безинжекторными (диффузионными), а также отличаются по применяемому газу и по мощности.
Мощностные характеристики
Возможности газовой горелки и область её применения во многом зависят от её мощности. Этот показатель регулирует ГОСТ 1077-79, согласно которому оборудование делится на 4 типа:
- Микромощность (r1) – горелки безинжекторного типа со штуцером размером М12х1,25. Применяют для сварки металла толщиной от 0,1 до 1 мм, а также для пайки.
- Малая мощность (r2) – горелки инжекторного и безинжекторного типа со сменными штуцерами (наиболее популярны наконечники с размерами М12х1,25 и М16х1,5). Это распространённый вариант, хорошо подходящий для домашнего использования и небольших мастерских. Толщина свариваемых изделий от 0,3 до 10 мм.
- Средняя мощность (r3) – здесь также возможно применение инжекторных и безинжекторных механизмов. Размер наконечника М16х1,5. Варят металл толщиной 0,5-35 мм. Чаще используются в промышленных условиях.
- Большая мощность (r4) – горелки только инжекторного типа со штуцером М16х1,5. Сваривают толстостенные конструкции от 40 до 85 мм.
Безинжекторные горелки
Диффузионные модели предельно просто устроены. Кислород и горючий газ подаются в смесительную камеру с одинаковым давлением по отдельным каналам. Перед входом в смеситель потоки разделяются на несколько тонких струй. Это создаёт дополнительные завихрения и способствует лучшему смешиванию. Получившаяся смесь устремляется далее и выходит из наконечника.
Безинжекторные горелки имеют свои плюсы: можно отдельно регулировать подачу каждого из компонентов, точно изменяя температуру пламени на выходе, для работы не требуется высокое давление. К минусам можно отнести неполное сгорание газа и небольшой КПД, риск попадания пламени внутрь форсунки с последующим взрывом держателя.
Инжекторные
В инжекторных моделях можно регулировать лишь давление кислорода. Он подаётся в смесительную камеру с большой скоростью мимо отверстий для поступления горючего газа. При этом создаётся разряженная зона низкого давления, под действием которой горючий газ устремляется в смеситель вслед за кислородом. А дальше по наконечнику смесь выходит наружу. Благодаря этому компоненты перемешиваются тщательно, а горение проходит с более высокой температурой. Пламя вырывается из форсунки с большей скоростью, что предотвращает его попадание внутрь. Недостаток заключается в неравномерном горении, из-за того, что невозможно точно отрегулировать соотношение компонентов.
Различия по применяемому газу
В сварочном процессе могут применяться три разных типа газовой смеси. Для каждого из них требуется своя горелка:
1. Для ацетиленовой сварки. Основное применение – сварка, пайка и подогрев металлов. Температура пламени – около 3200 °С. Можно варить чёрные металлы небольшой толщины. Работа с высококачественной легированной сталью тоже возможна, но качество будет низким.
2. Пропано-кислородные. Из-за низкой температуры горения пропана (2000-2100 °C) варить ими чёрный металл затруднительно, но возможно, если толщина материала до 3 мм и неважно качество соединения. Такие горелки лучше подходят для пайки с использованием высокотемпературного припоя.
3. Для газовоздушной пропановой сварки. Это горелки инжекторного типа для работы с пропан-бутановой смесью. Варить и паять ими не получится. Основное предназначение – нагрев неметаллических и металлических материалов. Например, при укладке кровли или нагрев труб для их последующего сгибания. Они делятся на однопламенные и многопламенные (с несколькими соплами).
Горелки для полуавтомата (MIG/MAG)
Процесс сварки типа MIG/MAG осуществляется плавким электродом в среде защитного газа. Горелка состоит из трёх основных элементов: рабочая часть – гусак, кабель и контактный разъём, который служит для подключения к сварочному аппарату. По рукаву в рабочую часть подаётся проволока, газ и электрический ток. Гусак выполнен в форме пистолета с кнопкой активации.
При выборе горелки для полуавтоматической сварки следует учитывать ряд факторов: силу тока, длину рукава, тип охлаждения, эргономику и удобство в обслуживании.
С первым параметром всё предельно понятно, важно лишь знать, на какой максимальный ток рассчитан Ваш сварочный аппарат, и выбрать оборудование в соответствии с этим показателем.
Длину рукава подбирают исходя из собственных предпочтений и задач. Кто-то считает, что чрезмерно длинный шлейф способствует энергопотерям, отдавая предпочтение коротким. Другим же наоборот важен запас длины для большей мобильности.
Тип охлаждения бывает воздушный и жидкостный. Первый подходит для сварки небольшими токами (до 250 А). С более мощными сварочными аппаратами предпочтительней жидкостное охлаждение.
Эргономику каждый выбирает под себя. Важно, чтобы инструмент удобно лежал в руке и был хорошо сбалансирован.
Основная нагрузка приходится на рабочий край горелки. Для удобства обслуживания наконечник с соплом и диффузором делают съёмными. Это даёт возможность работать с проволокой разной толщины, облегчает их чистку или замену.
Для аргонодуговой сварки (TIG)
Аргоновая сварка также проходит в среде защитного газа, но используется тугоплавкий электрод, а формирование шва происходит за счёт присадочного материала. Здесь не требуется устройство для подачи электрода, он закреплён неподвижно в центре форсунки. Факторы, на которые стоит обратить внимание при выборе, здесь такие же, как в случае с полуавтоматом. Кроме этого, существуют вентильные TIG-горелки, позволяющие контролировать подачу газа. Удобно, если горелка для аргонодуговой сварки оснащена триггером, с помощью которого можно активировать подачу газа в необходимый момент.
Плюсы и минусы
Наибольшим преимуществом данного типа сварки считается ее автономность. При проведении сварочных операций не нужен источник тока, что особенно предпочтительно при производстве монтажно-строительных работ на стройплощадках, не имеющих стационарного электропитания.
Преимущества газовой горелки на пропане:
- Возможность регулировки дистанции до свариваемой зоны и температурных режимов, что исключает прожоги при сварке тонких изделий.
- Мобильность передвижения по строительному участку.
- Надежность и высокое качество сварных соединений.
- Контролирование сварочного процесса.
- Способность исполнения неповоротного сварного шва, рядом с препятствиями, без выполнения операционного стыка.
- Формирование неразъемных соединений из металла с различной температурой плавления.
- Регулирование мощности и величины сварочного пламени.
- Увеличение производственного качества сварного шва благодаря использованию легирующей сварной проволоки.
- Низкая цена горелки и материалов для обеспечения работы устройства.
Минусы при эксплуатации сварочных устройств на ацетилене:
- Работы можно производить исключительно обученным и аттестованным сварщикам.
- Небольшая продуктивность работ.
- Трансформация химических и структурных качеств металла на значительной зоне нагрева.
- Использование ацетилена формирует высочайшую пожарную опасность в окружающем пространстве.
- Низкокачественная сварка деталей из легированных металлов.
- Неосуществимость проведения сварочных операций внахлест.
Правила использования горелок для сварки
Первым делом необходимо зачистить свариваемые участки для обеспечения лучшего соединения и подобрать подходящую присадочную проволоку. Далее на сварочном аппарате предварительно регулируется сила тока и скорость подачи проволоки. После настраивается скорость газовой смеси. Этот параметр подбирается опытным путём или с помощью выбора встроенной программы. Теперь можно приступать непосредственно к сварке.
Факел и присадочная проволока направляются в начало шва. По мере образования сварочной ванны горелка перемещается вперёд. Делая вертикальные швы, выбирайте направление снизу вверх. Так будет легче контролировать процесс, а поверхность после застывания получится менее деформированной. При этом подача газа должна быть выше примерно на 30 % в сравнении с горизонтальным процессом.
Самые востребованные способы
Критерии выбора цепи для бензопилы
Сварка в нижнем положении.
Способы газовой сварки могут описываться и перечисляться в нескольких толстых томах.
Возьмем самые распространенные из них:
Левая сварка
Левый способ газовой сварки – самый распространенный среди мастеров любой квалификации. Используется для соединения металлов с тонким краем и невысоким уровнем температуры плавления. Левая и правая сварка – две стороны одной медали, запомнить это легко.
Правая сварка
Правый способ сварки годится для работы с металлами с толщиной больше 3-х мм и высокой теплопроводностью. Нужно заметить, что сварочный шов при правой сварке получается более качественным благодаря лучшей защите металла пламенем.
Использование тепла пламени при правом способе экономичнее, а скорость процесса выше почти на 20%. В эту же копилку плюсов можно добавить экономию расходов газов около 10%.
Присадочную проволоку нужно брать с диаметром, меньшим ровно в два раза толщины металлической заготовки. Проволока не может быть толще 8-ми мм.
Сварка с использованием сквозного валика
Эта технология газовой сварки предполагает постепенное, шаг за шагом, перемещение пламени с плавлением верхней кромки отверстия в заготовке и накладыванием слоя расплавленного металла на нижний край этого же отверстия.
Предварительно листы металла фиксируют вертикально, оставляя зазор между ними в половину толщины самой заготовки. Шов формируется в форме валика, который и соединяет детали. Он отличается плотностью, без каких-либо пор или шлаковых остатков.
Сварка с помощью ванночек
Здесь название говорит само за себя. Принцип метода заключается в образовании новых и новых ванночек по ходу шва. Как только образовывается одна из них, в нее вводится конец присадочной проволоки, там плавится, а затем перемещается в восстановительный участок огня горелки.
Этим способом соединяют тонкие листы, когда нужно выполнить стыковые или угловые типы швов. Это любимый вид сварки для труб из стальных низколегированных или малоуглеродистых сплавов.
Многослойная газовая сварка
Применяется при очень ответственных видах работ, так как характеризуется довольно низкой производительностью, да и сварочные газы здесь требуются в большом объеме – метод не из дешевых. В нем происходит отжиг нижних слоев при наплавке верхних – последующих.
В результате идет отличная проковка каждого слоя перед формированием следующего шва. Такой способ значительно повышает качество металла шва.
Процесс идет в коротких участках
Особое внимание уделять очистке поверхности нижележащего слоя перед наложением следующего
Сварка окислительным пламенем и раскислением
Баллоны для газовой сварки.
Эта технология создана для соединения деталей из малоуглеродистых стальных сплавов. Пламя здесь имеет резко окислительный характер, вследствие чего в сварочной ванне образуются окислы железа. Если есть окисление, необходимо и так называемое раскисление.
Его добиваются с помощью специальной присадочной проволоки с высокими долями марганца и кремния. Отличный способ с производительностью выше на 10%, чем остальные методы.
Важные нюансы
Работа с газом требует высокой квалификации сварщика, знание и соблюдение правил безопасности. В применении газовых горелок есть множество нюансов, приведём самые важные из них:
1. Для начала работы первым пускается горючий газ и только потом кислород. Чтобы погасить горелку, наоборот: сначала перекрывается кислород, а затем горючий газ.
2. Газовые горелки бывают 2-тактными и 4-тактными. В первом случае для активации необходимо нажать и удерживать клавишу пуска. Отпускаете – работа прекращается. Принцип работы 4-тактной горелки другой: короткое нажатие кнопки включает подачу газа и активирует процесс сварки, при повторном коротком нажатии газ перестаёт поступать.
3. Диаметр проволоки в полуавтоматической горелке должен точно соответствовать диаметру её направляющей внутри сопла.
Получение ацетилена
Получение ацетилена производится двумя основными способами:
- в результате реакции карбида кальция и воды
- из метана путем сжигания в смеси с кислородом в специальных реакторах при температуре 1300-1500°C
А вот какой способ сейчас более распространён можно узнать из статьи о получении ацетилена.
Правильный выбор
Любые работы с использованием газа относятся к разряду опасных. Поэтому очень важно внимательно относиться к выбору газосварочного оборудования. Никогда не пренебрегайте правилами техники безопасности и выбирайте оборудование только от проверенных производителей.
завоевала особое уважение среди сварщиков-профессионалов, благодаря характеристикам и качеству своей продукции. В производстве используются только долговечные материалы, соответствующие всем современным требованиям. На сайте можно заказать сварочные горелки и все сопутствующие им комплектующие по ценам от производителя. Доставка возможна не только для жителей столицы, но и для всех регионов России.
В каталоге товаров компании представлены горелки для полуавтоматов, а также для аргонодуговой сварки, отвечающие самым высоким параметрам безопасности. Квалифицированные менеджеры знают все нюансы работы со сварочным оборудованием и всегда готовы сделать так, чтобы Ваша покупка оказалась максимально полезной.
Регулировка
От правильной настройки пламени зависит чистота резки. Кислородная обработка проводится при несколько окисленном или нормальном факеле. Тщательно откорректированное пламя у резаков с расположением мундштуков концентрического типа окружено режущим потоком кислорода. Ядро факела на каждом участке должно быть симметричным и не отличаться яркостью.
Резку горелкой со сдвинутым мундштуком проводить нельзя, поскольку это приведет к нагреву кромки, что негативно отразится на качестве разреза. Использование самоцентрирующихся мундштуков повышает удобство использования подобного оборудования, ведь устройство делает пламя симметричным.
Иногда движение газовой смеси затрудняется из-за засорения канала, что разделяет факел на струйки и приводит к потере стабильности. Такое изделие не только уменьшает качество обработки, но и снижает производительность. Корректировка пламени основана на создании симметричного пламени нужной мощности по отношению к кислородной режущей струе.
Важно! Установленная мощность горения определяется толщиной материала.
Нормальное пламя обеспечивается на приоткрытых вентилях, что дает возможность проводить регулировку в процессе работы. При полностью открытом ацетилене и кислороде наблюдается чрезмерное количество первого. Плавное перекрытие ацетиленового клапана приводит к стабилизации процесса.

