Что такое электрошлаковая сварка
Что такое электрошлаковая сварка
Электрошлаковая сварка — наиболее производительный способ соединения металлов значительной толщины. Используется для сваривания сталей, чугунов и сплавов.

Электрошлаковая сварка — наиболее производительный способ соединения металлических деталей значительной толщины. Используется для сваривания сталей, чугунов, цветных металлов и сплавов. Процесс идет в вертикальной плоскости. Необходимое для плавления кромок тепло выделяется в расплавленном флюсе при прохождении сквозь него тока. Сварка выполняется специальными аппаратами.
Технология ЭШС
В технологии ЭШС температура для изменения состояния металла (из твердого в жидкое) достигается пропусканием тока через слой электропроводного шлака. Итак, электрошлаковая сварка — что это такое? На первой стадии все протекает как в сварке под флюсом. Следующая схема даст вам четкое представление о процессе.

В зазор между кромками деталей вводится флюс. Изначально дуга зажигается между электродом и либо деталью, либо начальной планкой, ограничивающей зазор. Дуга расплавляет шлак и электрод. В результате образуются жидкие слои: снизу – металл, сверху – шлак. В этот момент дуга гаснет, т.к. сварочная проволока плавится в горячем (1600-1700°С) шлаке с высокой теплопроводностью. Сварочный ток в шлаке выделяет тепло, за счет которого дальше идет бездуговой процесс.
Специальные приспособления (ползуны) удерживают текущий шлак и металл. По мере заполнения зазора медные пластины перемещаются вверх. По всей высоте кромок образуется шов. Электрошлаковая сварка, выполняемая несколькими проволоками или ленточным электродом, решает проблему соединения толстых заготовок за один проход. Медные ползуны для предотвращения перегрева охлаждаются водой. Расплавленный шлак соприкасается с ползунами, образуя тонкую корку. Это препятствует контакту металла с медными поверхностями и возникновению в шве трещин.
Особенности и отличия данного способа:
- Зазор между деталями расположен в вертикальной плоскости.
- Зона шва не взаимодействует с воздухом. Над поверхностью металла постоянно находится жидкий шлак.
- Небольшой расход флюса приводит к тому, что металл шва легируется материалом электродной проволоки.
- В процессе сварки электрошлаковой металл находится в жидком состоянии долгое время. Это способствует удалению из шва газов и легких включений.
Эти особенности повышают качество шва. Он получается плотным, устойчивым к трещинообразованию.
Оборудование для электрошлаковой сварки

В СССР были разработаны аппараты трех типов.
- Рельсовые — перемещаются вдоль шва по вертикальным направляющим.
- Безрельсовые — крепятся к обрабатываемому изделию механическим способом и перемещаются непосредственно по нему.
- Шагающие устройства — движутся по конструкции посредством электромагнитов.
Применение специального плавящегося мундштука дало возможность использовать ЭШС для получения швов сложной конфигурации. Для формирования требуемого шва мундштук, который повторяет его форму, плавится вместе с проволокой.
Преимущества и недостатки способа ЭШС
- Высокая производительность при больших толщинах деталей — примерно в 20 раз выше
- Сравнительно малый расход электроэнергии и флюса из расчета на 1 кг металла.
- Качество металла шва выше. Также путем шлакового переплава получают высокие характеристики металла.
- Нет необходимости разделывать кромки, что снижает трудоемкость подготовительных операций.
Способ не лишен и некоторых недостатков.
- Технология сварки должна предусмотреть вертикальную ориентацию шва.
- Процесс недопустимо прерывать, чтобы избежать образования дефектов и повторного сваривания деталей, как показано на видео.
- Полученный шов имеет крупнозернистую структуру. Для получения хороших прочностных характеристик изделие нужно подвергать термообработке.
Вообще метод является универсальным. Им выполняют все виды соединений любой конфигурации: тавровые, стыковые, кольцевые и угловые.
Техника ЭШС — практические выводы
- электрические;
- механические (скорости);
- расположение электродов, их число.
Вспомогательные величины устанавливаются согласовано с основными. Изменение каждого из основных факторов позволяет влиять на параметры шва. Электрошлаковая сварка протекает устойчиво при малых удельных значениях тока (0,1 А/мм 2 ). Это дает возможность применять пластинчатые, либо ленточные электроды, плавящийся мундштук.
Путем контактно-шлаковой сварки можно приваривать стержни к плоской поверхности. Разработаны методики получения кольцевых швов. Для образования шлака используются специальный твердый электропроводный флюс, либо предварительно расплавляют его в кокиле.
Если у вас есть опыт в практическом применении ЭШС, просим поделиться знаниями в блоке комментариев.
Электрошлаковая сварка, сущность и основные схемы процесса. Её технология, преимущества и недостатки. Оборудование для сварки
Содержание
- Сущность процесса электрошлаковой сварки
- Основные схемы процесса
- Типы сварных соединений и виды сварных швов
- Преимущества и недостатки электрошлаковой сварки
- Преимущества
- Недостатки
- Область применения ЭШС
- Технология электрошлаковой сварки
- Выбор сварочных материалов (проволоки и флюса)
- Выбор параметров режима сварки
- Выбор количества электродных проволок
- Подготовка деталей к сварке
- Способы скоростной электрошлаковой сварки
- Сварка с порошковым присадочным материалом
- Способ с сопутствующим охлаждением
- Сварка при увеличенном вылете сварочной проволоки
- Электрошлаковая сварка плавящимся мундштуком
- Контроль качества электрошлаковой сварки
- Наиболее характерные дефекты
- Способы контроля сварных швов
- Видео: Электрошлаковая сварка, технология
Электрошлаковая сварка – это один из видов сварки плавлением, который появился недавно, если сравнивать его с традиционными способами, например, относительно ручной дуговой сварки. Этот способ позволяет сваривать металлы практически неограниченной толщины, что делает его одним из ведущих и перспективных технологических процессов.
Наиболее важным остаётся качество сварки в сложных крупногабаритных изделиях, поэтому, большое внимание уделяется процессу подготовки свариваемых частей и техника сварки.
Сущность процесса электрошлаковой сварки
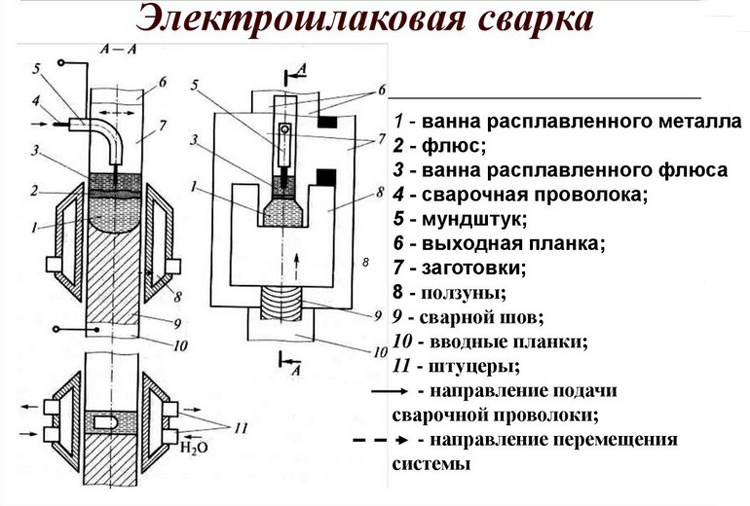
В процессе электрошлаковой сварки, электрический ток, подающийся через ванну расплавленного шлака, расплавляет основной и присадочный металл и поддерживает постоянную температуру расплава. Этот процесс стабилен при глубине шлаковой ванны в пределах 35-60мм. Ванну легче сформировать при вертикальном положении сварного шва. Наименее удобно электрошлаковую сварку выполнять в нижнем положении. Для принудительного охлаждения расплава и формирования сварного шва, в большинстве случаев, применяются медные устройства с водным охлаждением. Схема электрошлаковой сварки показана на рисунке:
.jpg)
При электрошлаковой сварке весь электрический ток подаётся к шлаковой ванне, а через неё к электроду и свариваемым кромкам. Стабильность этого процесса возможно только благодаря постоянной температуре расплавленной шлаковой ванны. Температура расплава может достигать 1900-2000°C.
Большая часть тепловой энергии из шлаковой ванны передаётся в металлическую ванну, а от неё – к свариваемым кромкам через капли электродного металла. Распределение всей тепловой энергии, выделяющейся в шлаковой ванне, распределяется следующим образом: 20-25% тепла расходуется на расплавление сварочной проволоки, 55-60% идёт на расплавление основного металла, 4-6% уходит на расплавление флюса и поддержание стабильно температуры шлаковой ванны, а 12-16% составляют потери тепла через ползуны и теплоотвод в свариваемых деталях.
Основные схемы процесса
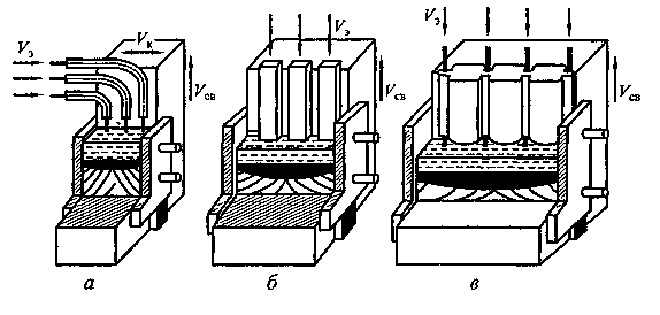
Электрошлаковый процесс может быть применён не только для сварки, но и для наплавки, переплава и отливки. Электрошлаковую сварку (ЭШС) можно выполнять проволочными электродами, плавящимся мундштуком, или же электродами большого сечения. На рисунке ниже представлены схемы ЭШС проволочными электродами:
.jpg)
На практике наибольшее распространение получили схемы а и б, они позволяют сваривать металл толщиной от 20 до 450мм с помощью проволоки диаметром 3мм. Схема в предназначена для сварки металла, толщиной до 120мм. Схема г в 1,5-2 раза производительнее схем а и б. А схема д узконаправлена и предназначена для сварки низколегированных сталей толщиной до 100 мм без последующей термообработки.
Схема е применяется при монтаже крупных изделий больших габаритов без последующей термообработки. Толщина свариваемого металла до 60мм. Сварку по этой схеме отличает высокая производительность и повышенные мех. свойства сварного шва. Все эти схемы можно выполнить на обычном сварочном оборудовании.
На следующем рисунке представлены схемы электрошлаковой сварки мундштуком и электродами большого сечения:
.jpg)
Схемы а-в выполняются плавящимся мундштуком и предназначены для сварки металла очень большой толщины, более 450мм при помощи прямых и криволинейных швов. При сварке сталей и сварке титана этим способом применяется проволока диаметром 3-мм.
Схемы г-ж выполняются электродами большого сечения. По схеме г сварка выполняется одной, двумя, или тремя пластинами, подключенными к общему, или разным источникам сварочного тока. По схеме д сварку выполняют одной, двумя, или тремя пластинами, имеющими продольные разрезы. На схеме е изображён процесс контактно-шлаковой сварки. Схема ж представляет собой сварку пластинчатыми электродами с бифилярной схемой подключения электродов к источнику питания. Такой способ сварки редко применяется для сварки сталей, он получил наибольшее распространение при сварке алюминия, или при сварке меди.
Типы сварных соединений и виды сварных швов
На рисунках ниже представлены типы сварных соединений и виды сварных швов, которые можно выполнить при помощи электрошлаковой сварки:
.jpg)
.jpg)
.jpg)
При сварке стыкового шва между двумя кромками, обычно, предусматривается технологический зазор, являющийся одним из важных параметров режима сварки. Все конструктивные элементы сварных кромок и сварных швов для электрошлаковой сварки регламентированы в ГОСТ 15164.
В случае ЭШС в стык при разной толщине свариваемых деталей, либо утончают более толстую кромку, либо к более тонкой приваривают дополнительную пластину для уравнивания толщины.
Электрошлаковая сварка угловых соединений и тавровых на практике встречается реже, чем стыковых. Если ЭШС выполняется плавящимся мундштуком, то на сварных кромках делают V- или К-образную разделку. Прямолинейные швы выполняются в вертикальном положении. Допустимая величина наклона составляет 15-20°. Выполнение кольцевых швов возможно на цилиндрической, конической или сферической поверхностях.
Преимущества и недостатки электрошлаковой сварки
Преимущества
1. Главным преимуществом электрошлаковой сварки является очень высокая производительность, которая возрастает, в зависимости от толщины свариваемого металла. Это обусловлено двумя факторами. Во-первых, у ЭШС высокий коэффициент наплавки, превышающий этот показатель для дуговой сварки под флюсом почти в 2 раза. Во-вторых, металл практически любой толщины сваривается за один проход.
2. ЭШС позволяет на порядок сократить расход флюса. По сравнению с электродуговой сваркой, расход флюса меньше в 10-20 раз и составляет, приблизительно 5% расхода электродной проволоки.
3. Расход электроэнергии при ЭШС в 1,5-2 раза меньше, чем при электродуговой варке под флюсом и в 4 раза меньше, чем при ручной дуговой сварке.
4. Сварные дефекты минимальны. При сварке вертикальных швов всплытие газов и частиц шлака из расплавленного металла и их удаление существенно облегчается. Поэтому склонность к образованию пор и других дефектов сварного шва у электрошлаковой сварки намного ниже, чем при дуговой многопроходной сварке.
Недостатки
Наиболее значительным недостатком электрошлаковой сварки является необходимость последующей высокотемпературной термической обработки сварного соединения для того, чтобы восстановить высокие эксплуатационные характеристики сварной конструкции. В процессе сварки металл сварного шва и зоны термического влияния сильно перегреваются. Это снижает пластические характеристики соединения, что особенно заметно при отрицательных температурах.
Имеющийся опыт применения ЭШС показал, что вопрос о целесообразности проведения термообработки, повышения качества сварных соединений и производительности процесса необходимо рассматривать комплексно, рационально подбирая сварочные материалы, режимы и технологию сварки в зависимости от свариваемого металла.
Область применения ЭШС
В современном мире электрошлаковая сварка внедрена на многих предприятиях не только нашей страны, но и в мире. Этот способ сварки применяется в тяжёлом и энергетическом машиностроении, кораблестроении, химическом машиностроении, авиационной промышленности.
При помощи ЭШС можно сваривать стали разных марок и классов. Это и сварка жаропрочных сталей, и сварка никелевых сплавов, алюминия, меди и сплавов на медной основе, сварка титана и титановых сплавов.
Изобретение и внедрение ЭШС позволило получать изделия и заготовки любой формы и практически любых габаритов из отливок и поковок, а также из относительно небольших размеров проката простой формы. Разработанные способы устранения деформаций после сварки делают возможным изготовление крупногабаритных сварных конструкций с требуемыми размерами.
Диапазон свариваемого металла способом ЭШС составляет 20-3000 мм. Практические результаты показали, что целесообразнее всего применение ЭШС при толщине свариваемого металла не менее 40мм.
Технология электрошлаковой сварки
Выбор сварочных материалов (проволоки и флюса)
В таблице ниже приведены рекомендованные и наиболее распространённые сочетания свариваемых материалов и марок сварной проволоки для них:
.jpg)
Все сочетания, данные в таблице, можно выполнять с использованием флюса марки АН-8 и АН-99, за исключением сталей 25ХН3МФА и 08Х18Н10Т. Сварку этих сталей рекомендуется выполнять с применением флюса 48-ОФ-6. Химический состав этих флюсов должен соответствовать ГОСТ 9087.
Также был разработан флюс марки АН-9, состоящий из CaF2 – 25-30%, CaO – 20-35%, Al2O3 – 10-15%, SiO2 – 15-20% и ZrO2 – 6-10%. Этот флюс сочетает в себе металлургические свойства флюса 48-ОФ-6 и технологические свойства флюса АН-8.
Выбор параметров режима сварки
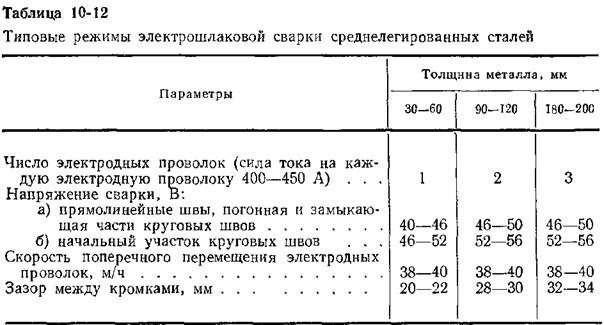
Основными параметрами режима электрошлаковой сварки являются: падение напряжения на участке электрод-шлаковая ванна U, скорость подачи проволоки Vе, сила сварочного тока I, скорость сварки Vсв, глубина шлаковой ванны h, вылет электродной проволоки l, скорость поперечных колебаний электродов Vк, количество электродов n, сечение электрода (или сумма сечений всех электродов) S, зазор между кромками g, расстояние между электродными проволоками d, толщина пластины плавящегося мундштука sм, время остановки электродных проволок у ползунов t, толщина свариваемого металла s.
Правильный выбор режимов и поддержание их на требуемом уровне обеспечивают хорошее качество сварки. Одной из важных характеристик сварного соединения является коэффициент формы шва f, который равен отношению ширины металлической ванны к её глубине. Это соотношение характеризует склонность сварного шва к образованию холодных трещин, одного из самых частых дефектов электрошлаковой сварки. Среднее значение f составляет 1,5-4,0.
Величину сварочного тока можно определить по формуле:
где Vп – скорость подачи пластины; a и b – ширина и толщина, см. Размерности всех скоростей даны в см/ч.
Скорость подачи электродной проволоки:
где F=gs, см 2 ; S=0,071n, см 2 .
Практический опыт применения ЭШС показал, что параметры h, l, Vк, t почти не зависят от толщины свариваемого металла и имеют следующие значения: h=40-50мм, l=80-90мм, t=4-5с. Ориентировочные значения между параллельными кромками свариваемых элементов можно выбрать из таблицы:
.jpg)
Выбор количества электродных проволок
Это количество выбирается, исходя из толщины свариваемого металла. Металл, толщиной не более 50мм, сваривают одной проволокой, 50-120мм – двумя, а метал толщиной 120-450мм – тремя электродными проволоками.
Электрошлаковая сварка плавящимся мундштуком
При выборе числа электродных проволок, следует учитывать толщину пластины плавящегося мундштука sм. Число электродов рассчитывают по формуле:
округляют до единиц. Оптимальную величину d можно выбрать, исходя из следующих соотношений:
.jpg)
ЭШС пластинчатым электродом
При варке стали пластинчатым электродом, ширину пластины подбирают равной толщине свариваемого металла. При использовании двух или трёх пластин, общая их ширина должна быть на 15-20мм меньше толщины свариваемого металла (15-20мм уходит на зазор между пластинами). Толщина пластинчатых электродов составляет 10-12мм. Оптимальная скорость подачи электродов 1,2-3,5 м/ч.
Подготовка деталей к сварке
.jpg) Подготовка ведётся в два этапа: предварительный и непосредственный. На предварительном подготавливают свариваемые кромки, придавая им необходимые геометрические форму, размеры и класс обработки поверхностей, по которым будут перемещаться устройства, формирующие сварной шов.
Подготовка ведётся в два этапа: предварительный и непосредственный. На предварительном подготавливают свариваемые кромки, придавая им необходимые геометрические форму, размеры и класс обработки поверхностей, по которым будут перемещаться устройства, формирующие сварной шов.
При сварке деталей из конструкционных сталей с толщиной, не превышающей 200мм, кромки подготавливают газоплазменной резкой, а при толщине более 200мм – мех. обработкой. При сварке цветных металлов или легированных сталей также применяют мех. обработку.
Непосредственная подготовка включает в себя сборку деталей под сварку. Результаты, полученные на практике, показали, что для хорошей фиксации и для устранения деформаций, возникающих при сварке, сборку деталей выполняют с клиновидным зазором, расширяющимся кверху. Схема сборки показана на рисунке:
В зависимости от свариваемого материала, способа электрошлаковой сварки, её режимов и способа закрепления, угол раскрытия может составлять 1-2°. Свариваемые детали фиксируют при помощи скоб или планок, приваренных вдоль стыка с интервалом 50-80см. По окончании сварки выводные планки и входной карман срезаются газоплазменной резкой.
Способы скоростной электрошлаковой сварки
Необходимость в увеличении скорости электрошлаковой сварки вызвана не столько соображениями повышения производительности, сколько стремлением повысить качество сварного соединения за счёт снижения тепловложения при увеличении скорости сварки.
Сварка с использованием порошкообразного присадочного материала
Появление неблагоприятной структуры в металле сварного шва и зоны термического влияния связано с низкой скоростью сварки, из-за чего сварное соединение подвергается высокотемпературному воздействию.
Добавление в шлаковую ванну “холодной” порошковой присадки забирает значительную часть тепла на её плавление. Такая присадка снижает тепловложение и повышает допустимую скорость сварки почти в 2 раза. Оптимальный размер гранул присадочного порошка составляет 0,2-1,6мм. Масса присадочного порошка, подаваемого в сварочную ванну, примерно равна массе электродной проволоки, подаваемой в зону сварки.
Наибольшая экономическая эффективность способа достигается при толщине свариваемого металла не более 100мм.
Способ с сопутствующим принудительным охлаждением
Этот способ разработан для сварки толстого проката из термоупрочнённых сталей повышенной прочности. При толщине металла 40-60мм, электрошлаковая сварка наиболее экономична. Но длительное воздействие высоких температур на металл шва и зоны термического влияния значительно снижают прочность и ударную вязкость сварного соединения, особенно при воздействии отрицательных температур.
Можно снизить это негативное влияние путём высокотемпературной термообработки, но если готовое сварное изделие обладает большими габаритами, то провести подобную термообработку практически невозможно.
Для снижения негативного влияния высоких температур в процессе сварки термоупрочнённых сталей применяют сопутствующее охлаждение шва и околошовной зоны водяным душем. При сопутствующем охлаждении скорость сварки увеличивается в 1,5-2 раза по сравнению с обычными способами электрошлаковой сварки. Наиболее эффективен этот метод при толщине свариваемого металла до 120мм.
Сварка при увеличенном вылете сварочной проволоки
При ЭШС с обычным вылетом сварочной проволоки порядка 70-80мм и скоростью сварки 200-250 м/ч, проволока с диаметром 3мм нагревается до 400-500°C, что позволяет проволоке погрузиться на достаточно большую глубину в сварочную ванну прежде, чем она расплавится.
Если увеличить вылет до 180-200мм, то можно увеличить нагрев проволоки электрическим током до 1200°C и более перед её подходом к сварочной ванне. Нагретая до таких температур проволока достаточно быстро плавится при погружении в ванну на 16-18мм. При этом, сила тока уменьшается на 20-30%.
Данный технологический приём позволяет повысить скорость сварки в 2-3 раза. Способ подходит для сварки металла толщиной до 300мм, но улучшение свойств замечено только при сварке низколегированных сталей с толщиной не более 80мм. Для электрошлаковой сварки при вылете проволоки более 120мм существует специальный мундштук, у которого ниже токоподвода находится неэлектропроводная направляющая.
Электрошлаковая сварка плавящимся мундштуком
Плавящийся электрод состоит из набора пластин, или стержней с каналами для подвода сварочной проволоки. Также мундштук может быть в виде трубы с толстой стенкой.
.jpg)
Та или иная форма мундштука предназначена для каждого конкретного случая. Эта форма зависит от формы свариваемого шва. Материал мундштука должен быть схож по составу с основным материалом.
Наиболее распространёнными являются мундштуки со спиралевидными каналами для сварочной проволоки. Диаметр проволоки составляет 4-5мм. Спираль приваривается к пластине мундштука при помощи электродов диаметрами 2-3мм.
Плавящийся мундштук необходимо надёжно изолировать от свариваемых кромок, иначе возможно короткое замыкание. Естественно, в процессе сварки вместе с материалом мундштука в сварочную ванную будет попадать и материал изоляторов, поэтому их состав должен быть таким, чтобы исключить негативное влияние на состав сварного шва. Кроме того, изолятор необходимо изготавливать пластичным.
Изоляторы устанавливаются на расстояние 100-150мм по горизонтали и на расстоянии 200-250мм по высоте между рядами.
После подготовки и сборки свариваемых заготовок, устанавливают плавящийся мундштук в зазоре независимо от аппарата. Мундштук крепится на специальном кронштейне.
.jpg)
Каналы мундштука соединяются с механизмом подачи проволоки переходными трубками, образующими переходной тракт. На дно кармана помещают стальной порошок или стружку. Места неплотного прилегания формирующих устройств замазывают глиной. На слой стружки засыпается немного флюса, примерно 20-30% от общего объёма, проверяют напряжение холостого хода трансформаторов, расход воды в системе охлаждения формирующих устройств, а также наличие всех нужных инструментов.
Сварку ведут при скорости подачи сварочной проволоки 150-170м/ч. После стабилизации процесса скорость подачи снижают до 90-100м/ч, в зазор засыпается флюс из расчёта два объёма флюса на один объём жидкого металла.
Техника выполнения швов электрошлаковой сваркой, окончание процесса и все последующие операции сходны с техникой выполнения прямолинейных швов. При сварке толстого металла толщиной 100-200мм предпочтительнее использовать трёхфазную систему питания для предотвращения перекоса фаз.
Плавящийся мундштук широко используется не только для сварки, но и при наплавочных работах при ремонте. При этом толщина наплавленного слоя может составлять 20-100мм.
.jpg)
Контроль качества электрошлаковой сварки
Наиболее характерные дефекты
В большинстве случаем, сварные швы, полученные при помощи ЭШС, обладают высокими механическими свойствами, химически однородны и с отсутствием металлических включений, трещин, пор и шлаковых частиц. Но, при нарушении технологии сварки, или техники выполнения швов, могут появиться дефекты, снижающие качество сварного соединения.
К наиболее распространённым дефектам относятся горячие трещины в металле шва и надрывы в зоне термического влияния. Горячие трещины могут возникать при сварке любых типов стали, но чаще всего они возникают у сталей с большим показателем углеродного эквивалента и у сталей с содержанием углерода более 0,2% при жёстком закреплении свариваемых заготовок и при повышенных скоростях сварки.
Из параметров режима сварки, наибольшее влияние на образование трещин оказывает величина силы тока, которая напрямую зависит от скорости подачи проволоки. Соответственно, для предотвращения образования данного дефекта, следует уменьшать скорость сварки, и выполнять предварительный подогрев до 150-500°C.
Холодные трещины шва могут появиться при сварке среднелегированных сталей ферритной проволокой, когда зона проплавления находится на удалении от ванны с расплавом. Для предотвращения этих трещин сварку рекомендуется вести при малой глубине ванны (35-40мм) и равномерном проваре.
Другие дефекты, такие как непровары, поры и неметаллические включения появляются, как правило, при грубом нарушении технологии сварки.
Способы контроля сварных швов
Соединения, полученные ЭШС, контролируют комплексно. Этот контроль включает в себя визуальный осмотр сварных швов, контроль сварки на предварительно изготовленных образцах, ультразвуковой контроль сварных швов, магнитную дефектоскопию, контроль рентгеновскими лучами или же радиационный контроль гамма-излучением.
Видео: Электрошлаковая сварка, технология
Что такое электрошлаковая сварка
В промышленных масштабах для вертикального соединения металлов используют метод ЭШС. Электрошлаковая сварка позволяет при минимальных затратах получать качественное соединение. Флюс не только предохраняет расплав от окисления, но и обеспечивает прогрев деталей. Электрод или сварная проволока выступают легирующим металлом, в составе расплава до 20% присадки. Он заполняет зазор между соединяемыми элементами, образуется плотный шов однородной структуры. Об особенностях ЭШС, преимущества и недостатках стоит сказать подробнее.

Сущность процесса и область применения
Что же такое электрошлаковая сварка? Нагрев металла в шлаковой массе, разогреваемой электрической дугой переменного тока. Она возникает между электродом и деталью. Другого не дано. Шлаковая ванна выполняет роль защитной атмосферы. С обеих сторон от расползания он сдерживается двумя параллельно расположенными бегунами. Они ограничивают площадь разогрева деталей. Электрод или присадочную проволоку опускают во флюс. При прохождении тока он плавится, образуя с металлом ванну расплава.
В сущности, электрошлаковая сварка – это бездуговая вертикальная сварка, в процессе задействован температурный потенциал разогреваемого током шлака. Он остается в зоне шва благодаря ползунам. Фокус заключается в том, что вертикальным способом можно за один проход проварить толстый слой сплава.
В процессе разогрева жидкий металл за счет большой плотности оседает вниз, заполняя зазор, а легкие шлаковые образования всплывают, захватывая с собой пузырьки воздуха из расплава. Ванна расплава четко разграничена на две фракции: металл/неметалл благодаря высоте сварочной зоны.
Область использования метода ЭШС ограничена:
- не применяется для тонкостенных элементов, они под шлаком расплавятся полностью;
- не образует разнонаправленных швов;
- размер деталей не должен выходить за рамки возможностей установки ползунов.
Метод удобен для сварки массивных элементов из различных стальных сплавов от чугуна до высоколегированных.
Виды электрошлаковой сварки
Разновидности ЭШС по виду присадки, способу ее подачи:
- С использованием проволоки. Она подается в ванну расплава постепенно, сверху вниз, вслед за перемещающимися в одной горизонтальной плоскости электродами.
- С использованием пластин и токоподающих электродов круглой или прямоугольной формы. Пластины опускаются к зазору по мере необходимости образования расплава. В отличие от проволоки одномоментно образуют большой объем расплава.
- С использованием мундштука. По сути, это унификация первых двух способов. Токоподающие пластины фиксируются в определённом положении, флюс быстро прогревается. А к зазору по направляющему мундштуку подается проволока. Этот метод разработан для криволинейных швов.
Технология электрошлаковой сварки
Две свариваемые детали располагаются рядом с небольшим зазором, с торцов плотно фиксируются медными бегунами. От возбуждения электродуги слой флюса расплавляется, образуя горячий шлак. Он заполняет все ограниченное пространство. За счет хорошей электропроводности шлака дуга угасает, но движение тока при этом не прекращается, выделяется тепло, шлаковые частицы прогреваются до температуры плавления присадки и мягкости сплава. Расплав заполняет зазор, образуется однородный шов. Он защищен шлаковой ванной, разогретой свыше 1500°С. Во флюс можно одновременно опустить параллельно несколько присадок, все они будут равномерно разогреваться горячим шлаком. Подаются они всегда сверху вниз. При искусственном охлаждении ползунов (к ним подводится вода) нижние диффузионные слои твердеют постепенно и равномерно.
Виды сварных швов, образуемых методом ЭШС:
- стыковые прямой, криволинейной формы;
- тавровые, двутавровые;
- угловые односторонние, двухсторонние;
- вертикальные переменного сечения.
Оборудования и материалы для ЭШС
Технология предполагает использование ограничительных ползунов из чистых медных сплавов и шлакообразующих флюсов. Их химический состав зависит от марки стали. На флюсе типа АН-8, АН-22 или АН-47, содержащим до 40% кремния, 20% марганца и 15% алюминия, производится сварка низколегированных углеродистых сталей. Шлаковую ванну для высоколегированных сплавов, чугуна создают путем расплавления фторидных флюсов АНФ-1, АНФ-9 с оксидом титана. Для нержавеющего нужен состав АН-45 с зерном до 1,6 мм. Безмарганцевые флюсы применяют для бронированных сплавов.
Преимущества и недостатки
Логичнее начать с достоинств ЭШС:
- Металл не окисляется под слоем шлаковой ванны, не нужно использовать газовое оборудование для создания безопасной атмосферы.
- Соединяемые детали равномерно разогреваются и медленнее остывают. Нагрев начинается на уровне флюса. Благодаря «шубе» сохраняется стабильная температура в процессе образования шва. Это благотворно сказывается на качестве соединения.
- Параметры токовой нагрузки меньше влияют на процесс образования шва, прогрев происходит за счет разогретого шлака. При прерывании подачи электричества процесс не прерывается.
- За один проход проваривается металл толщиной до 200 мм, не нужно делать много проходов, сокращается время сварки. При двух электродах допустимо соединять металл толщиной свыше 200 мм.
- Минимизируются затраты на расходные материалы, объем шлака составляет не более 5% от объема металла, затраты на электроэнергию небольшие, нет потерь, свойственных сварке на постоянном токе.
- Высокий коэффициент полезного действия. При минусе временных и денежных затрат – большой объем работ хорошего качества.
- Минимизируется человеческий фактор: автоматически выдерживается заданное расстояние электрода до детали.
- Сокращается время подготовительного этапа, разделки кромок не требуется. Заплавляется зазор между деталями.
Несколько минусов, которые нельзя скидывать со счетов:
- Вариативность швов уменьшается, методом ЭШС выполняют только вертикальные или сильно приближенные к ним швы.
- Процесс непрерывный, нельзя остановиться на середине шва, пострадает качество соединения.
- Высокая зернистость диффузионного слоя, при минусовых соединениях пластичность металла существенно снижается, шов приобретает хрупкость.
В промышленных масштабах электрошлаковая сварка экономически целесообразна при соединении толстых элементов. Для тонкостенных деталей расходы на оборудование окажутся слишком большими.
Что такое электрошлаковая сварка, описание технологии
Электрошлаковая сварка — наиболее производительный способ соединения металлических деталей значительной толщины. Используется для сваривания сталей, чугунов, цветных металлов и сплавов. Процесс идет в вертикальной плоскости. Необходимое для плавления кромок тепло выделяется в расплавленном флюсе при прохождении сквозь него тока. Сварка выполняется специальными аппаратами.
Содержание
- Сущность процесса электрошлаковой сварки
- Основные схемы процесса
- Типы сварных соединений и виды сварных швов
- Преимущества и недостатки электрошлаковой сварки
- Преимущества
- Недостатки
- Выбор сварочных материалов (проволоки и флюса)
- Выбор параметров режима сварки
- Выбор количества электродных проволок
- Подготовка деталей к сварке
- Сварка с порошковым присадочным материалом
- Способ с сопутствующим охлаждением
- Сварка при увеличенном вылете сварочной проволоки
- Наиболее характерные дефекты
- Способы контроля сварных швов
Электрошлаковая сварка — это один из видов сварки плавлением, который появился недавно, если сравнивать его с традиционными способами, например, относительно ручной дуговой сварки. Этот способ позволяет сваривать металлы практически неограниченной толщины, что делает его одним из ведущих и перспективных технологических процессов.
Наиболее важным остаётся качество сварки в сложных крупногабаритных изделиях, поэтому, большое внимание уделяется процессу подготовки свариваемых частей и техника сварки.
Общая информация
При электрошлаковой сварке металлы соединяются под воздействием высокой температуры и расплавленного твёрдого остатка руды — шлака. Этот метод не нуждается в дуге, так как электрод окунают в шлак, проводя по нему ток.
Шлак нагревается, образуя шов на стыке элементов. Чаще всего электрошлаковая сварка помогает в пайке вертикальных конструкций. В этом случае шов начинают внизу детали и ведут вверх.
Классификация типов электрошлаковой сварки
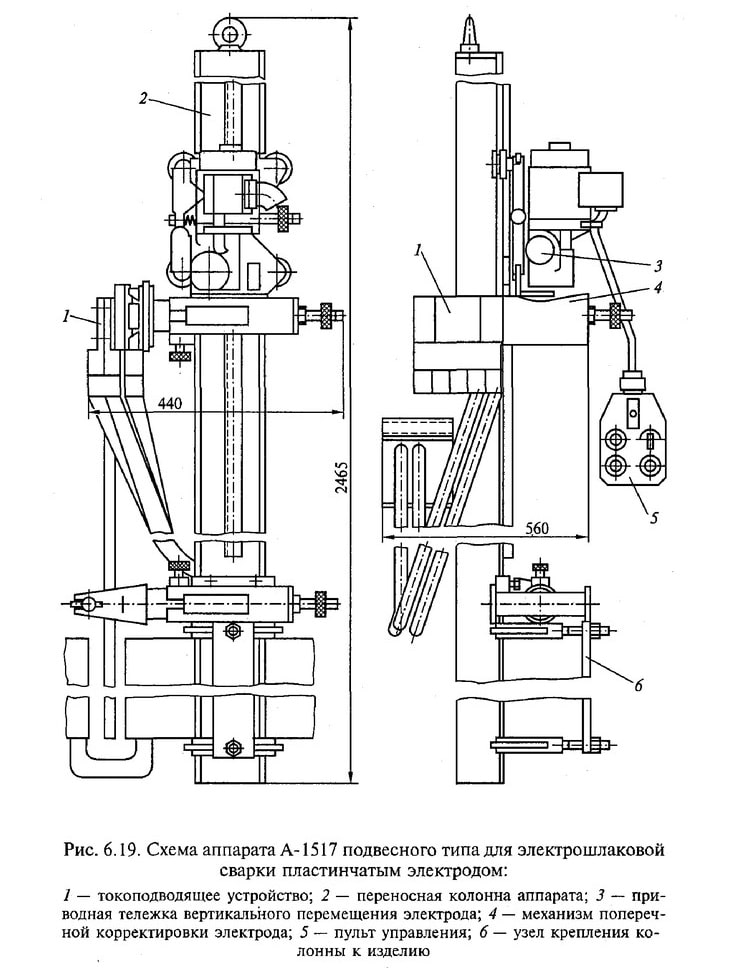
Схема аппарата для электрошлаковой сварки.
Электрошлаковая сварка может подразделяться по самым разным критериям.
По типу формирования сварочной ванны:
- свободное формирование ванны;
- принудительное формирование ванны.
Если принять во внимание тип электродов и способ их погружения в сварочную ванну, ЭШС делится на три вида:
ЭШС с проволокой
По данной технологии электродная проволока подается в сварочную шлаковую ванну постепенно, по ходу их расплавления. Электроды передвигаются в горизонтальной плоскости медленно и ровно – их движение поступательное.
В результате обеспечивается ровное нагревание толщины кромок свариваемых металлических заготовок. Немаловажный фактор: для реализации данного способа нужен практический опыт сварщика, новичкам здесь будет непросто.
ЭШС с пластинами
Это метод с использованием электродов в виде пластин и с большим диаметром, который нужен для того, чтобы максимально перекрыть зазор между соединяемыми заготовками. Пластинки электродов фиксируются, чтобы подаваться в ванну через короткие промежутки времени – в зависимости от того, хватает ли расплавленного металла в ванне для заполнения зазора между поверхностями.
Следует ответить, что конструкция аппаратов для ЭШС пластинами или электродами с большим диаметром проще в использовании, чем при ЭШС с помощью проволоки.
Электроды с большим диаметром бывают разной формы: их сечения могут быть прямоугольными или круглыми, если нужно работать с заготовками цилиндрической формы. Они бывают даже полые внутри, заполненные металлической крупкой.
ЭШС плавящимся мундштуком
По своей сути это комбинация двух первых технологий. Пластина из электрода также фиксируется в зазоре, в который подается проволока с помощью направляющих трубок. В процессе сварки пластины неподвижны, потому что расплавленного металла в ванне вполне достаточно за счет подающейся проволоки.
Данная технология может применяться при сварке кромок любой толщины, а шов может достигать в длину трех метров и даже больше. С ее помощью можно варить сложные криволинейные швы.
В аппарат для ЭШС с мундштуком входит специальный переносной механизм для подачи проволоки. Все детали и мелкие конструктивные элементы в ЭШС описаны в ГОСТе 15164.
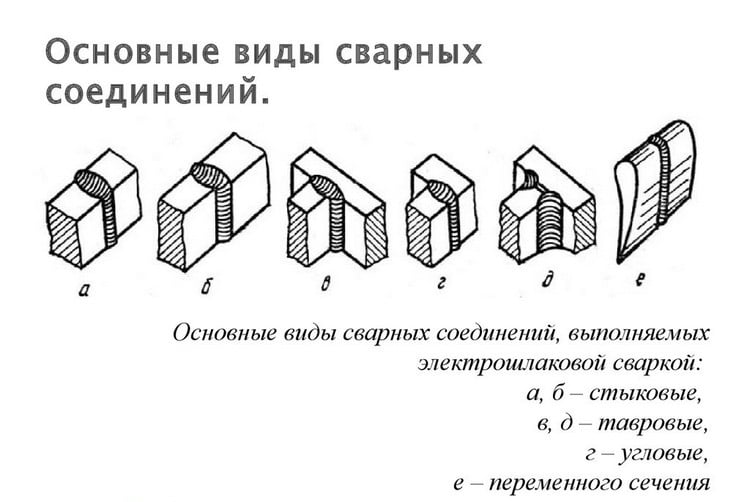
Виды сварных соединений.
Какие выводы можно сделать? Для сварки металлических деталей с краями большой толщины нужно использовать либо специальные колебательные движения электродов для постепенности прогревания, либо электроды с пластинами или большого диаметра. А самым лучшим вариантом будет сочетание этих способов.
В промышленности чрезвычайно популярна сварка проволокой. Это швы самой разной формы с любой длиной, края деталей любой толщины: от 20-ти до 600 миллиметров. Если применяются пластины, варить можно швы тоже любой толщины, но с ограниченной длиной до 1,5 метров. Пластинчатая ЭШС возможна с чугунными электродами, ведь из чугуна практически невозможно сделать проволоку.
Виды электрошлаковой сварки
Данная схема соединения металлов может быть разных видов, которые отличаются между собой применяемыми электродами и способом их подачи.
- Первый вариант ЭШС – электроды подаются шлаковую ванну после их расплавления. Технология предусматривает сообщение в горизонтальной плоскости электродной проволоке возвратно-поступательных движений, которые равномерно обеспечивают нагрев толщины свариваемых образцов из металла.
- Второй вариант ЭШС – сварное соединение при помощи пластин, электродной проволоки большого сечения. Согласно технологии электрод максимально перекрывает зазор между соединяемыми изделиями. Электроды пластинчатого типа своей формой схожи со свариваемыми поверхностями. Они закрепляются в зазоре между деталями, подаются через небольшие промежутки в шлаковую ванну, если для наполнения зазора в полном объеме не достаточно расплавленного металла. В отличие стандартной ЭШС электродной проволокой сварочное оборудование, применяемое для сварки пластинчатыми электродами, проволокой большого сечения намного проще в работе.
- Третийвариант ЭШС – для сваривания металлических конструкций используется специализированный плавящийся мундштук. В этой технике одновременно используются два первых варианта ЭШС. В зазор между соединяемыми образцами вставляются и закрепляются пластины, в боковые промежутки – направляющие трубки, через которые подается электродная проволока в шлаковую ванну. Пластина на протяжении всего сварочного процесса остается неподвижной, недостающий металл для полного заполнения зазора компенсируется электродной проволокой, в результате чего соединительный шов обогащается легирующими компонентами.
Технология

Процесс электрошлаковой сварки несложный: два металлических элемента с небольшим промежутком между ними ставят в вертикальное положение. Возле пустого пространства устанавливают ползуны-кристаллизаторы и трубы с холодной водой для остужения шва.
Ползуны по ходу сварки медленно двигают, чтобы соединение остывало постепенно и без трещин. Снизу промежуток перекрывают «карманом».
Шлак загружают между деталями и «втыкают» в него стержень, к которому с помощью мундштука подводят электрический ток.
Ток проходит прямиком в загруженный флюс (шлак), расплавляя его. Материал в жидком состоянии хорошо проводит тепловое напряжение и, благодаря этому, нагревает уже сам металл. Стержень и края элементов плавятся, образуя сварочную ванну.
Сварочная дуга в этом случае отсутствует, а флюс предотвратит появление дефектов и окисление металлических деталей. Он нужен в небольшом количестве, что очень экономно.
Тут подойдёт и флюс для обычной сварки с помощью дуги, и специальный для электрошлакового сваривания.
Сварочные материалы и оборудование
Флюсы для электрошлаковой сварки должны удовлетворять следующим требованиям:
- быстро и легко устанавливать электрошлаковый процесс в широком диапазоне напряжений и сварочных токов;
- обеспечивать достаточное проплавление кромок основного металла и удовлетворительное формирование поверхности шва без подрезов и наплывов;
- расплавленный флюс не должен вытекать в зазоры между кромками и формирующими шов устройствами при существующей точности сборки и отжимать ползуны от свариваемых кромок;
- образовывать шлак, легко удаляющийся с поверхности шва;
- способствовать предотвращению пор, неметаллических включений и горячих трещин в металле шва.
Для ЭШС применяют плавленые флюсы. Лучшими технологическими свойствами при сварке углеродистых и низколегированных сталей обычной прочности обладают флюсы АН-8, АН-8М, АН-22. Флюсы ФЦ-7 и АН-348-А мало пригодны для сварки швов большой протяженности. Процесс с применением этих флюсов характеризуется меньшей устойчивостью при повышенных скоростях подачи электродной проволоки. Положительные результаты при сварке углеродистых сталей дает флюс АН-348-В, обладающий большей электропроводимостью и меньшей температурой плавления по сравнению с флюсом АН-348-А. Устойчивый электрошлаковый процесс и качественные швы на таких же сталях обеспечивает флюс АН-47.
Для сварки легированных сталей повышенной прочности типа 25ХНЗМФА, 20Х2М и других применяется флюс АН-9. Легированные и высоколегированные стали сваривают под флюсом АНФ-1, АНФ-7, 48-ОФ-6. Хорошие результаты получаются при сварке коррозионностойких и углеродистых сталей с использованием флюса АН-45.
Для начала электрошлакового процесса применяют флюс АН-25. Он электропроводен в твердом состоянии и имеет высокую электропроводимость в расплавленном состоянии.
Электрошлаковую сварку и наплавку чугуна ведут на флюсах АНФ-14 и АН-75.
Флюс перед употреблением прокаливают в электрической печи согласно требованиям паспорта или технических условий при 300— 700 °С в течение 1—2 ч. Толщина слоя флюса 80—100 мм.
При ЭШС электродным металлом может быть проволока, пластина, труба и лента. Как правило, используют проволоку сплошного сечения диаметром 3 мм, но можно применять проволоку и других диаметров (1—2 или 5—6 мм).
Химический состав электродного металла выбирают в соответствии с основным металлом и требованиями к служебным характеристикам металла шва. Лучшим вариантом ЭШС считается такой, когда металл шва и основной близки по химическому составу и механическим свойствам. Такая однородность сварного соединения обеспечивает наилучшие условия для изготовления сварного изделия и его эксплуатации.
Наиболее просто это достигается применением в качестве электродного металла пластин или стержней по химическому составу, аналогичных основному металлу.
При сварке плавящимся мундштуком, когда мундштуки представляют собой набор трубок из низкоуглеродистой стали, металл шва легируют, используя проволоку соответствующего состава.
Благодаря большой хорошо перемешивающейся ванне расплавленного металла электрошлаковую сварку возможно вести несколькими электродами, которые значительно отличаются один от другого по химическому составу, и получать металл заданного состава.
При ЭШС иногда применяют дополнительно присадочные металлические материалы, подаваемые в шлаковую ванну. Они расплавляются за счет теплоты в шлаке и попадают в металлическую ванну, участвуя в образовании шва. Дополнительное легирование металла шва возможно через покрытие плавящегося мундштука.
Для электрошлаковой сварки используют комплекс оборудования, включающий сварочную аппаратуру и вспомогательное оборудование. Такой комплекс называется сварочной установкой. Установки для ЭШС подразделяют на универсальные и специальные. На монтаже в основном применяют универсальные установки. Для каждого способа ЭШС существуют различные установки, которые укомплектованы сварочным аппаратом и источником сварочного тока.
Преимущества и недостатки способа ЭШС
Главное достоинство метода — возможность сваривать изделия неограниченной толщины. Благодаря этому электрошлаковая сварка применяется для соединения крупногабаритных конструкций: судовых корпусов, прокатных станов, мостов и пр. Данный способ имеет ряд преимуществ (сравнение производится с технологией «под флюсом»). 
- Высокая производительность при больших толщинах деталей — примерно в 20 раз выше
- Сравнительно малый расход электроэнергии и флюса из расчета на 1 кг металла.
- Качество металла шва выше. Также путем шлакового переплава получают высокие характеристики металла.
- Нет необходимости разделывать кромки, что снижает трудоемкость подготовительных операций.
Способ не лишен и некоторых недостатков.
- Технология сварки должна предусмотреть вертикальную ориентацию шва.
- Процесс недопустимо прерывать, чтобы избежать образования дефектов и повторного сваривания деталей, как показано на видео.
- Полученный шов имеет крупнозернистую структуру. Для получения хороших прочностных характеристик изделие нужно подвергать термообработке.
Вообще метод является универсальным. Им выполняют все виды соединений любой конфигурации: тавровые, стыковые, кольцевые и угловые.
Техника ЭШС — практические выводы
Качество шва и параметры шва (форма, глубина, ширина) можно менять, задавая определенный режим. Основные факторы:
- электрические;
- механические (скорости);
- расположение электродов, их число.
Вспомогательные величины устанавливаются согласовано с основными. Изменение каждого из основных факторов позволяет влиять на параметры шва. Электрошлаковая сварка протекает устойчиво при малых удельных значениях тока (0,1 А/мм2). Это дает возможность применять пластинчатые, либо ленточные электроды, плавящийся мундштук.
Путем контактно-шлаковой сварки можно приваривать стержни к плоской поверхности. Разработаны методики получения кольцевых швов. Для образования шлака используются специальный твердый электропроводный флюс, либо предварительно расплавляют его в кокиле.
Если у вас есть опыт в практическом применении ЭШС, просим поделиться знаниями в блоке .
Поиск записей с помощью фильтра:
Область применения ЭШС
В современном мире электрошлаковая сварка внедрена на многих предприятиях не только нашей страны, но и в мире. Этот способ сварки применяется в тяжёлом и энергетическом машиностроении, кораблестроении, химическом машиностроении, авиационной промышленности.
При помощи ЭШС можно сваривать стали разных марок и классов. Это и сварка жаропрочных сталей, и сварка никелевых сплавов, алюминия, меди и сплавов на медной основе, сварка титана и титановых сплавов.
Изобретение и внедрение ЭШС позволило получать изделия и заготовки любой формы и практически любых габаритов из отливок и поковок, а также из относительно небольших размеров проката простой формы. Разработанные способы устранения деформаций после сварки делают возможным изготовление крупногабаритных сварных конструкций с требуемыми размерами.
Диапазон свариваемого металла способом ЭШС составляет 20-3000 мм. Практические результаты показали, что целесообразнее всего применение ЭШС при толщине свариваемого металла не менее 40мм.
Зри в корень
Сущность процесса заключается в том, что в подготовленный зазор между соединяемыми деталями помещают специальный химический состав – сварочный флюс, на который воздействуют с помощью электрической дуги. В результате нагрева флюс расплавляется, превращаясь в шлак, который защищает зону обработки от воздействия атмосферного воздуха. При использовании этой технологии расплавленный металл остывает медленно, что создаёт благоприятные условия для формирования качественной структуры соединительного шва. Понять, что такое электрошлаковая сварка, посмотрев видео, довольно сложно. Ведь в этом случае зрители получают представление лишь о внешней стороне процесса.
Заключение
Если вы сомневались, стоит ли пробовать себя в электрошлаковой сварке, эта статья должна была вам помочь. Теперь вы знаете, как и где применяется такая технология, какие правила её использования.
Марки флюса, которые мы посоветовали, — примеры, на которые вы сможете опираться, но учитывайте и свои предпочтения.
ЭШС — решение многих проблем начинающих сварочных предприятий. Она позволяет экономить ресурсы и рабочее время, создавая качественный продукт в больших количествах. Желаем удачи в ваших начинаниях!
Где и зачем нужна ЭШС
Режимы электрошлаковой сварки.
Экономия металлов, их долговечность и надежность, снижение металлоёмкости конструкций с одновременным повышением их прочности – только часть задач постоянного характера, которые стоят в отраслях, связанных с современным машиностроением.
Давно высчитано, что при производстве сварных металлических конструкций затраты на промежуточные ресурсы и расходные материалы составляют больше половины общих расходов. Особенно это актуально для отраслей, касающихся массивного крупногабаритного оборудования разного толка, но больше всего газовой, нефтяной и энергетической.
Если с самого начала электрошлаковая технология была изобретена исключительно для сварки в вертикальном положении, то в последующем обнаружились серьезные преимущества этого способа с точки зрения экономии ресурсов.
Теперь ЭШС – главный метод в работе с металлическими деталями большой толщины. Более того, на сегодняшний день ЭШС используется не только в сварке. Этот процесс отлично подходит в производстве слитков и отливок.
Где применяется
Основная область применения – тяжелое машиностроение.
- соединение толстостенных листов и деталей (бронекорпусов кораблей, валов гидравлических турбин, станин мощных прессов и прокатных станов, брони танков, барабанов котлов высокого давления);
- сварка металлов, имеющих разный химический состав;
- сооружение кожухов домен;
- производство сварно-кованых и сварно-литых конструкций;
- изготовление металлургического оборудования, толстостенных цилиндров.
Метод также применяют для сварки металла небольшой толщины (14-30 мм), например, монтажных стыков корпусов судов на стапеле.
Электрошлаковая сварка плавящимся мундштуком
Плавящийся электрод состоит из набора пластин, или стержней с каналами для подвода сварочной проволоки. Также мундштук может быть в виде трубы с толстой стенкой.

Та или иная форма мундштука предназначена для каждого конкретного случая. Эта форма зависит от формы свариваемого шва. Материал мундштука должен быть схож по составу с основным материалом.
Наиболее распространёнными являются мундштуки со спиралевидными каналами для сварочной проволоки. Диаметр проволоки составляет 4-5мм. Спираль приваривается к пластине мундштука при помощи электродов диаметрами 2-3мм.
Плавящийся мундштук необходимо надёжно изолировать от свариваемых кромок, иначе возможно короткое замыкание. Естественно, в процессе сварки вместе с материалом мундштука в сварочную ванную будет попадать и материал изоляторов, поэтому их состав должен быть таким, чтобы исключить негативное влияние на состав сварного шва. Кроме того, изолятор необходимо изготавливать пластичным.
Изоляторы устанавливаются на расстояние 100-150мм по горизонтали и на расстоянии 200-250мм по высоте между рядами.
После подготовки и сборки свариваемых заготовок, устанавливают плавящийся мундштук в зазоре независимо от аппарата. Мундштук крепится на специальном кронштейне.

Каналы мундштука соединяются с механизмом подачи проволоки переходными трубками, образующими переходной тракт. На дно кармана помещают стальной порошок или стружку. Места неплотного прилегания формирующих устройств замазывают глиной. На слой стружки засыпается немного флюса, примерно 20-30% от общего объёма, проверяют напряжение холостого хода трансформаторов, расход воды в системе охлаждения формирующих устройств, а также наличие всех нужных инструментов.
Сварку ведут при скорости подачи сварочной проволоки 150-170м/ч. После стабилизации процесса скорость подачи снижают до 90-100м/ч, в зазор засыпается флюс из расчёта два объёма флюса на один объём жидкого металла.
Техника выполнения швов электрошлаковой сваркой, окончание процесса и все последующие операции сходны с техникой выполнения прямолинейных швов. При сварке толстого металла толщиной 100-200мм предпочтительнее использовать трёхфазную систему питания для предотвращения перекоса фаз.
Плавящийся мундштук широко используется не только для сварки, но и при наплавочных работах при ремонте. При этом толщина наплавленного слоя может составлять 20-100мм.


