Что нужно для газового резака
Газовый резак по металлу
Современный газовый резак представляет собой специальное устройство для быстрого резания разных видов сталей (обычно углеродистых и низколегированных). Процесс раскроя заключается в расплавлении металла под воздействием струи чистого кислорода с последующим выдуванием образовавшихся окислов из зоны реза этой же струей.

Устройство и конструктивные особенности
Газокислородный резак служит для смешения смеси на основе горючего (ацетилен, пропан) и режущего газов (кислород) с целью получения режущей струи.
Конструктивно газовый резак для раскроя металла состоит из таких элементов:
- специальная головка с двумя сменными мундштуками;
- трубки для подачи кислорода и газа;
- смесительная камера для образования смеси горючего и режущего газов;
- 3 вентиля – для горючего газа, подачи и регулировки количества подаваемого кислорода;
- рукоятка.
Это основные компоненты инструмента для газокислородной резки, поскольку его конструкция имеет множество других составляющих.

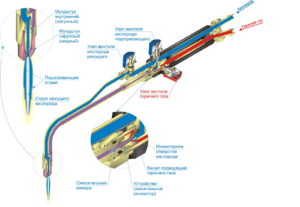
Рисунок 1. Схема газокислородного резака
Газовый резак по металлу: виды
Инструмент классифицируется по разным признакам, но основными из них считаются тип используемого горючего газа и принцип смешивания газа с кислородом. Также они подразделяются по назначению (универсальные и специальные) и типу резания (разделительная, поверхностная, кислородно-флюсовая).
По способу смешения газа и кислорода резаки бывают таких видов:
- Инжекторные – оборудованы внутрисопловым смешением газов, что обеспечивает высокую надежность и безопасность работы устройств. Это обусловлено тем, что газы проходят раздельно на всем протяжении каналов и смешиваются в горючую смесь в специальной смесительной камере.

Фото 2. Внешний вид инжекторной газокислородной горелки
- Безинжекторные – конструкция не предполагает наличия смесительной камеры. Кислород подводится по двум трубкам, газ – по третьей. Смешиваются они внутри головки. Такой инструмент требует значительно большего давления горячего газа по сравнению с инжекторным.

Фото 3. Внешний вид безинжекторного газового резака
По используемому горючему газу резаки бывают пропановые, ацетиленовые и универсальные.
Ацетиленовый
В качестве рабочего газа выступает ацетилен, обеспечивающий высокую температуру пламени (в пределах 3300 °C). Применяется для раскроя металлических заготовок большой толщины, оснащается дополнительными вентилями для настройки высокой скорости подачи газа.
Пропановый
Рассчитан на применение пропана в качестве режущего газа. Отличаются более высокой надежностью и длительным сроком службы, безопасны в эксплуатации.
Газовый резак универсальный
Универсальный инструмент обеспечивает возможность использования горючего газа разных видов. При этом они не намного дороже классического ацетиленового или пропанового резака.
Преимущества и недостатки
Любой инструмент имеет свои плюсы и минусы, резак газовый – не исключение. Среди преимуществ современных устройств с внутрисопловым смешением газов нужно отметить:
- Относительно большая толщина разрезаемого металла – до 300 мм в зависимости от модификации и рабочих параметров (используемого газа и давления кислорода).
- Стабильное горение пламени без хлопков и обратных ударов.
- Возможность резки сталей в любом направлении, независимо от толщины.
- Высокая производительность.
- Простота обслуживания и продолжительный срок службы.

Фото 4. Процесс газокислородной резки
Однако недостатков у него не меньше:
- В результате сильного нагрева вырезаемые детали могут деформироваться (особенно из тонколистового металла).
- Достаточно большая ширина реза, что требует соблюдения определенных припусков при разметочных работах.
- Невысокое качество реза – кромки неровные с окислами и окалиной. Поэтому перед сварочными или другими работами требуется предварительная обработка кромок.
- Довольно высокая себестоимость процесса газокислородной резки.
Особенности выбора
Чтобы избежать ошибок, перед покупкой газового резака важно ознакомиться с некоторыми конструктивными особенностями устройства. Это позволит понять, на какие первостепенные факторы нужно обращать внимание при его выборе.
- Ниппели – производятся из латуни и алюминия, первые считаются более долговечными.
- Мундштуки – наружный обычно изготавливается из хромистой бронзы или чистой меди (отличается красноватым оттенком). Для ацетиленовых устройств внутренний тоже желательно, чтобы был медным, для других – допускается применение латунных аналогов.
- Соединительные трубки – делаются из латуни. При этом на них не должно быть декоративного покрытия, которое может скрывать мелкие дефекты.
- Вентильные шпиндели – из нержавейки, латунные отличаются малым сроком службы.
- Рукоять – лучшим материалом считается алюминий, пластик менее износостойкий. Ее размер должен быть не менее 40 мм, чтобы был удобный обхват.
- Длина резака – для резки металла больших толщин, а также окрашенных или замасленных материалов лучше выбирать устройства размером до 1000 мм. В остальных случаях можно покупать горелки 500 мм.

Фото 5. Основные расходники к газовым резакам
Также при покупке рекомендуется взять инструмент в руки и проверить его на удобство использования. От этого напрямую зависит производительность и время работы мастера резаком без усталости.
Правильная настройка газового резака
Перед началом работы с новым газовым резаком по металлу нужно правильно подключить и проверить работоспособность инструмента. Непосредственно настройка устройства выполняется производителем в заводских условиях и является финишным этапом его сборки. Самостоятельное вмешательство в конструкцию горелки запрещается.
- Изучить инструкцию по эксплуатации и выполнить все пункты согласно предписанию завода-изготовителя.
- Подключить устройство к баллонам с горючим и режущим газами. При этом они должны быть оборудованы редукторами: кислородный – синим, пропановый – красным. Резиновые шланги подачи газа накручиваются по резьбе редукторов и стягиваются хомутами.
- Проверить целостность инструмента, наличие всех прокладок, отсутствие масляных следов возле кислородного вентиля.
- Настроить подачу газа и кислорода, продуть шланги. При работе с ацетиленом вентиль подачи открыть на 1 оборот, при этом давление вещества должно быть до 1 атм., но лучше выставлять – 0,54 атм. Для продувки надо открыть вентиль на резаке, а после изменения звука – закрыть. При настройке подачи кислорода давление выставляется в размере 2 атм. Затем продуваются шланги с помощью вентилей на редукторе и резаке.
Также следует помнить, что запрещается менять шланги для подачи кислорода и пропана (ацетилена) между собой, продувать шланг для пропана (ацетилена) кислородом.

Фото 6. Процесс разделительного резания толстого металлопроката газовым резаком
Подготовка инструмента к работе
Перед работой необходимо правильно подготовить резак газовый. Процесс подготовки состоит из нескольких этапов, которые минимизируют риски выхода инструмента из строя, получения травм:
- Осмотр баллонов, резиновых шлангов для подачи горючего и режущего газов, соединительных и крепежных элементов, горелки на наличие дефектов или повреждений.
- Проверка всех соединений на предмет утечки газа.
- Ревизия состояния уплотнителей – при наличии трещин они меняют форму и требуют немедленной замены.
При работе с инжекторными резаками также надо проверить правильность их работы. Это выполняется до момента подсоединения шланга подачи горючего газа. Изначально к соответствующему штуцеру на горелке подключается кислородный рукав, открывается вентиль на редукторе баллона с кислородом. Затем на резаке открываются вентили подачи кислорода и горючего газа – если прислонить палец к штуцеру горючего газа, его «засасывать». В этом случае инжекция исправна.
Инструкция по применению
Технология резки предполагает изначальную установку соотношения кислорода и пропана в размере 1 к 10 – т.е. при давлении кислорода 6 атм. давление горючего газа выставляется в пределах 0,6 атм.
Открытие и закрытие подачи газа выполняется в строгой последовательности:
- Открываются на 0,5 оборота вентили кислорода и горючего газа (строго в такой поочередности).
- Поджигается горючая смесь.
- Факел подносится к разрезаемому металлу и путем открытия вентиля добавляется подача кислорода до момента появления режущей струи.
- После окончания работ изначально перекрывается подача горючего газа, а затем – кислорода.

Рисунок 7. Схема процесса кислородной резки металла
Техника резки после поджига факела предполагает необходимость разогрева участка металла в зоне реза. При покраснении разогретого участка подачу кислорода можно еще немного увеличить. После полного прорезания заготовки горелка перемещается вдоль линии реза. Скорость перемещения резака зависит от толщины разрезаемого металлопроката рабочих характеристик процесса, поэтому определяется индивидуально.
В следующем видео показано, как правильно работать резаком газовым:
Газовый резак своими руками
Мини-горелку для мелких работ (например, плавки и резки медных проводов) можно изготовить и самостоятельно. Для этого понадобится:
- 2 большие капельницы;
- баллончик с газом для заправки обычных зажигалок;
- игла, используемая для накачивания мячей;
- ниппель;
- компрессор;
- аквариумный насос;
- медный провод;
- паяльник с расходниками;
- надфиль.
Инструкция по сборке:
- Игла от капельницы сгибается под углом примерно 60°, острый конец затачивается.
- В боковой части иглы для мячей делается отверстие, в которое пропускается согнутая игла от капельницы с выступом конца примерно на 2 мм.
- Оставшееся отверстие обматывается медной проволокой и хорошо запаивается.
- На окончаниях игл крепятся трубки из капельниц.
- К толстой игле подводится газовый баллончик, к тонкой – компрессор.

Фото. Внешний вид самодельного мини-резака
Регулирование подачи газа выполняется пластиковыми перемычками, установленными на трубках от капельниц.
Советы специалистов по работе с резаком
Опытные резчики советуют всегда пользоваться качественными средствами индивидуальной защиты:
- специальные очки;
- перчатки (рукавицы), куртка и штаны с огнеупорными свойствами;
- специальная рабочая обувь.
Рабочее место тоже должно быть правильно обустроено. Расположение баллонов с газами – на расстоянии 5 м от проведения огневых работ. Мастерская должна хорошо проветриваться, пол – бетонный или земляной. Пламя газокислородной горелки должно располагаться фронтально относительно рукавов подачи газа. Шланги не должны мешать проведению работ.
Также важно иметь в наличии вспомогательный инструмент и приспособления для разметочных работ – карандаш (мел), рулетка, угольник, линейка. Для поджига пламени понадобится специальная зажигалка, которая у резчика должна быть всегда под рукой.
По окончанию работ нужно внимательно осмотреть рабочее место, чтобы случайно не наступить на кусок расплавленного металла, который способен прожечь даже толстую подошву ботинок. Вырезанные заготовки металла обычно оставляют остывать в естественных условиях, но при необходимости допускается принудительное охлаждение водой – это надо выполнять аккуратно, чтобы горячие брызги не попали на кожу.
Как осуществлять резку металла газовым резаком: оборудование
 Резка металла газовым резаком — это простой процесс по сравнению с аналогичной сваркой, не требующий от исполнителя особых навыков. Главное для исполнителя — изучить технологию разрезания металла при помощи оборудования, работающего на смеси, состоящей из пропана и кислорода, который обеспечивает устойчивое горение и высокую температуру, позволяющую прожигать практически любой металл.
Резка металла газовым резаком — это простой процесс по сравнению с аналогичной сваркой, не требующий от исполнителя особых навыков. Главное для исполнителя — изучить технологию разрезания металла при помощи оборудования, работающего на смеси, состоящей из пропана и кислорода, который обеспечивает устойчивое горение и высокую температуру, позволяющую прожигать практически любой металл.
Достоинства и минусы
Газовая резка и сварка металлов обладает многими преимуществами, но нас интересует только резка, имеющая такие плюсы:
- Востребована, когда разрезается металл большой толщины или нужна вырезка по трафарету, а болгарка с криволинейными участками не справляется.
- Газовый аналог гораздо удобнее для работы, имеет малый вес, действует в два раза быстрее, чем оборудование с бензиновым двигателем.
- Пропан по стоимости ниже ацетилена и бензина, так что его использование рентабельнее.
- Кромка среза намного уже, а структура чище, нежели от болгарки или бензинового оборудования.
Недостатки — узкий круг металлов, подверженных аналогичной обработке.
Особенности применения
Чтобы понимать, как правильно резать металл резаком, надо изучить конструкцию и знать, что подобное оборудование не используется для резки сталей с высоким содержанием углерода, т. к. нет возможности создать температуру, способную обеспечить устойчивое плавление. При резке чугунных заготовок или конструкций происходит концентрация графита между зерен металла, что затрудняет работу.
[stextbox нельзя использовать для разрезания изделий, состоящих из алюминия, меди и сплавов на её основе.[/stextbox]
Резка по поверхности
Пользователей, конечно же, интересует такой вопрос — как пользоваться резаком во время фигурной резки. Такая методика выполняется соплом инструмента, при этом расплавленный шлак разогревает металл, но, не превышая температуру плавления. Резак располагается под углом до 80 градусов, а после подачи кислорода угол изменяется в пределах 18—45 0 .
Канавки образуются при регулировке скорости резки, если нужен их больший размер, то меняют угол мундштука и немного замедляют скорость резки, регулируя подачу кислорода. Ширину канавок изменяют путём настройки подачи струи горящего газа через сопло, этот параметр приравнивается как 1 к 6, при этом надо следить, чтобы не было затоков.
[stextbox кромки выемки были чистыми, надо увеличить подачу кислорода.[/stextbox]
Соотношение пропана и кислорода
Чтобы правильно резать металлы кислородно-пропановым резаком, надо отрегулировать подачу газов к соплу. Такая регулировка осуществляется по рекомендациям справочников, где имеются таблицы и диаграммы, при отсутствии нужной литературы надо свериться с технологией, указанной в документах на изделие. При отсутствии нормативной документации, используют соотношение одна часть пропана к десяти частям кислорода.
Комплект оборудования
До начала газовой резки или сварки следует тщательно подготовить оборудование:
- Емкости с газами.
- Шланги для подключения.
- Резак.
- Мундштук, имеющий определенные размеры.
- Редукторы регулировки и контроля объема.
Оборудование не зависит от производителя, маркировка вентилей стандартная.
Подготовительные работы
Как надо настраивать резак для резки металла — прежде всего, нужно удостовериться, что изделие находится в исправном состоянии, готово к работе, затем выполняется следующий порядок действий:
- Шланги от баллонов подключаются к резаку, предварительно продув изделие для удаления изнутри посторонних вкраплений.
- Кислород подсоединяется к штуцеру с правой резьбой, а пропан — к штуцеру с левосторонней резьбой.
- Уровень подачи пропана выставить на 0,5, а кислорода — на 5,0 атмосфер.
- Проверяем соединения на предмет утечки, а также работу редукторов и манометров.
Если обнаружены утечки газов, то подтягиваются гайки или меняются прокладки.
На схеме указано правильное подключение баллонов к резаку.
Начало работы
Как нужно резать металл газовым резаком — выполнив подготовку, исполнитель приоткрывает вентиль пропана, зажигает струю газа, при этом сопло изделия упирается в поверхность металла. Теперь нужно произвести настройку силы пламени, попеременно добавляя пропан и кислород. После установки оптимальной силы струи горящей смеси, изделие располагается под прямым углом к поверхности детали, сопло располагается не ближе 5 мм.
Если разрез начинается в середине листа, то точку старта устанавливают в начале разреза. Поверхность разогревается до температуры не менее 1000 0 C, с виду она как бы намокает, затем увеличивается подача кислорода для образования мощной узконаправленной струи.
Особенности резки
Резак надо вести плавно вдоль линии разреза и следить за углом наклона, который отклоняется на 5—6 градусов против движения инструмента. При толщине металла более 0,95 м отклонение увеличивают, прорезав металл на глубину около 20 мм, угол отклонения опять уменьшается. Как резать резаком, чтобы срез был ровным, мы уже подробно объясняли в предыдущем разделе.
Сколько расходуется газа
Расход газов при резке металла пропаново-кислородным резаком, зависит от толщины конструкции и конфигурации разреза. Для наглядности приводим расположенную ниже таблицу:
| Размер заготовки (толщина), мм | Время на отверстие, сек | Размер разреза (ширина), мм | Расход, на м 3 реза | |
| пропана | кислорода | |||
| 4,0 | 5—8 | 2,5 | 0,035 | 0,289 |
| 10,0 | 8—13 | 3,0 | 0,041 | 0,415 |
| 20,0 | 13—18 | 4,0 | 0,051 | 0,623 |
| 40,0 | 22—28 | 4,5 | 0,071 | 1,037 |
| 60,0 | 25—30 | 5,0 | 0,087 | 1,461 |
Расход газов существенно снижается, когда выполняется наплавка или пайка.
Нюансы
Главная задача исполнителя — правильно выдерживать скорость:
- нормальный режим — искры летят под прямым углом относительно поверхности заготовки;
- малая скорость — разлет от исполнителя и угол менее 85 градусов.
После окончания процесса вначале перекрывается подача кислорода, а пропан — отключают в последнюю очередь.
[stextbox Н. Ишкулов, образование: ПТУ, специальность: сварщик пятого разряда, опыт работы: с 2005 года: «Исполнителям, впервые выполняющим резку при помощи кислородного оборудования, надо помнить, что начинать новый разрез после внезапной остановки надо с другой точки, а не там, где был процесс окончен».
Негативная деформация
Начинающих сварщиков волнует вопрос, как надо правильно пользоваться резаком пропан кислород, чтобы не произошло коробления поверхности детали. Вначале нужно разобраться — какие же факторы способствуют возникновению этих дефектов:
- при неравномерном нагреве поверхности;
- была выбрана высокая скорость движения резака;
- произошло резкое охлаждение места нагревания.
Чтобы исключить возникновение перечисленных факторов на заготовки, их предварительно надежно закрепляют и прогревают, а скорость наращивают постепенно. Если же коробление всё-таки произошло, то вернуть первоначальную форму можно при помощи обжига или отпуска, а листы править на вальцах.
Опасность обратного удара
При неправильном режиме горения струи происходит хлопок и пламя втягивается вовнутрь изделия, что приводит к взрыву, т. к. огонь распространяется по шлангам и доходит до емкостей с газами. Чтобы предотвратить опасную ситуацию, резак оборудуется обратным клапаном, который отсекает пламя и не допускает его распространения.
Правила использования
Они аналогичны технике безопасности при проведении сварки, но имеют специфические дополнения:
- Средствами защиты пренебрегать не рекомендуется, т. к. это приводит к получению травм в виде ожога кожи или повреждения роговицы глаз разлетающимися искрами, поэтому обязательны очки и перчатки с длинными раструбами до локтя.
- Одежда и обувь исполнителя изготавливается из негорючего материала.
- Баллоны с газами располагаются не ближе пяти метров от места проведения резки.
- Пламя резака направляется только в противоположную от шлангов сторону.
- Резка производится в помещениях, оборудованных сильной вентиляцией или на открытых площадках.
При длительном простое оборудования нужно провести профилактические работы, прежде чем использовать резак по назначению.
Техника безопасности
Оборудование относится к категории взрывоопасных, поэтому место выполнения работ нужно снабдить следующими принадлежностями:
- огнетушитель;
- ящик с песком;
- пожарный стенд с соответствующими инструментами.
Каждый исполнитель должен иметь комплект защитной одежды.
Не допускается наличие под защитой одежды из легко возгораемого материала, например, из синтетик, а края рукавов должны плотно облегать тело, чтобы внутрь не попали искры.
Выводы
Перед началом работы исполнители обязаны пройти инструктаж с записью в специальный журнал, к работе допускаются только лица, сдавшие зачеты по знанию теории процесса и практического исполнения резки.
Газовый резак: классификация, устройство, сферы применения
 Газовый сварочный резак используется для соединения металлов посредством нагревания их кромок высокой температурой, которая появляется при сгорании горючего газа в кислороде. В горелке при сжигании смеси образуется горячее пламя, оно и расплавляет кромки деталей, затем они соединяются посредством присадочной проволоки и образуют крепкие швы.
Газовый сварочный резак используется для соединения металлов посредством нагревания их кромок высокой температурой, которая появляется при сгорании горючего газа в кислороде. В горелке при сжигании смеси образуется горячее пламя, оно и расплавляет кромки деталей, затем они соединяются посредством присадочной проволоки и образуют крепкие швы.
А также широко применяется газовый резак для резки металла. Он нужен для газокислородной резки. В отличие от предыдущего процесса, резка происходит по аналогичному принципу, только детали не соединяются, а разъединяются.
- Сферы применения газовых резаков
- Классификация
- Преимущества и недостатки газовых резаков
- Особенности обработки
- Конструкция резака
- Правила применения оборудования
Сферы применения газовых резаков
Данные агрегаты используются в таких целях:
 с целью разделки металлолома перед переплавкой во время сортировки;
с целью разделки металлолома перед переплавкой во время сортировки;- для выборки дефектов швов, появившихся при сварке;
- для ликвидации последствий аварий;
- чтобы убрать поверхностные дефекты на слитках при литейном производстве;
- с целью раскроя металлических листов и проката перед монтажом металлических конструкций;
- с целью предварительной разделки кромок перед сваркой;
- с целью демонтажа конструкций из стали.
Классификация
Резаки по своему назначению подразделяются на специальные и универсальные. Универсальные же бывают эжекторными и безэжекторными, все зависит от того, как в них смешивается горючий газ и кислород.

По методу резки изделий газовые резаки любого вида бывают такими:
- для поверхностной обработки металла;
- копьевой;
- разделительной;
- кислородно-флюсовой.
Газовые горелки бывают следующими:
- кислородные — это эжекторные конструкции, в которых посредством кислорода образуется горящая струя.
 керосиновые — работает с помощью керосина и применяется для обработки изделий толщиной до 20 см на основе углеродистых сталей.
керосиновые — работает с помощью керосина и применяется для обработки изделий толщиной до 20 см на основе углеродистых сталей.- пропановые — такой вариант подходит для резки чугунных труб и прочих изделий из черного или цветного металла. Газовый пропановый резак считается наиболее надежным и безопасным, при этом обеспечивает высокую производительность работ.
- ацетиленовые — предназначены для резки листов и деталей большой ширины, часто используется при газокислородной резке, и обязательно оснащаются специальным вентилем, который регулирует мощность и скорость подачи кислорода в рабочую зону.
Универсальные резаки с эжектором — наиболее востребованные. Подобные агрегаты помогают использовать горючий газ при определенных условиях, давление должно составлять 0,03−1,5 кгс/квадратный сантиметр. Универсальное устройство может разрезать металлические изделия в разных направлениях, оно простое и удобное в применении, имеет малые габариты. С его помощью можно обрабатывать металл толщиной 3−300 мл.
Преимущества и недостатки газовых резаков
Раскроить металлические листы быстро и успешно на отдельные части требуемых форм можно по-разному:
- с помощью ручных ножниц по металлу, то толщина изделия должна составлять максимум 1,5 мм;
- газовым резаком (ацетиленовым или кислородно-пропановым);
- установкой воздушно-плазменной резки;
- с помощью угловой шлифовальной машины.

Преимущества газового оборудования для обработки такие:
- можно резать заготовки толщиной в 4−500 мм (в зависимости от типа оборудования);
- стартовые затраты на оборудование будут минимальными.
Имеет это решение и ряд недостатков:
- возникает тепловая деформация;
- иногда нужно дорабатывать кромки и делать другие операции;
 стоимость получения метра прорези высока;
стоимость получения метра прорези высока;- потребуется управлять химической реакцией горения;
- ширина реза большая;
- существует риск пожара;
- нельзя раскраивать нержавейку и цветные металлы;
- при большой толщине конусность реза слишком заметна.
С помощью кислородно-ацетиленовых и плазменных резаков можно делать криволинейные контуры небольшого радиуса. При работе с оборудованием обоих видов потребуется прилагать усилия с целью контроля расстояния от поверхности изделия до мундштука или же сопла.
Проблема решается использованием специальной каретки, в которую вставляется резак. Когда вы это сделаете, то сможете обеспечить постоянное расстояние до детали во время движения. А если сменить угол наклона, то в итоге получится рез с нужным скосом для сварки.
Особенности обработки
 Температура пламени в пропановом резаке составляет около 2800 градусов (в ацетиленовом этот показатель равен около 3100 градусов). Но даже так с его помощью можно хорошо раскраивать низколегированные малоуглеродистые стали, в которых содержание углерода составляет до 0,3%. Детали на основе каленой стали, которые нельзя обработать фрезеровкой, строганием или токарным оборудованием, хорошо подвергаются газовой резке.
Температура пламени в пропановом резаке составляет около 2800 градусов (в ацетиленовом этот показатель равен около 3100 градусов). Но даже так с его помощью можно хорошо раскраивать низколегированные малоуглеродистые стали, в которых содержание углерода составляет до 0,3%. Детали на основе каленой стали, которые нельзя обработать фрезеровкой, строганием или токарным оборудованием, хорошо подвергаются газовой резке.
Любой легирующий элемент самому сплаву добавляет ряд свойств, и его присутствие в определенном количестве никак не влияет на процесс резки. Медь или алюминий, улучшающие теплопроводность, помогают быстро отвести тепло от места контакта поверхности с пламенем. Так, ацетиленовым резаком работать будет невозможно, если в составе меди показатели элементов будут превышать следующие отметки:
 хром — 5 процентов;
хром — 5 процентов;- вольфрам — 10%;
- марганец — 12%;
- углерод — 1,2%;
- алюминий — 0,5%;
- кремний — 4 процента.
Конструкция резака
Если сварщик работает самостоятельно, то ему может часто требоваться быстро переключаться с процесса резки на сварку. А шланги отсоединять выходит быстро. Время сэкономить можно с помощью специального вставного резака для горелок. Мундштуки можно использовать с «Сотки», при смене можно получить в толщинах отверстия до 100 миллиметров.
Если говорить об устройстве резака, то оно выглядит таким образом:
- газ по шлангам поступает в корпус резака через ниппели. Пропан идет к западному вентилю, а кислород расходится на две потока, один из которых пойдет на вентиль подогревающего кислорода, а второй — на вентиль режущего кислорода, он расположен за пределами рукоятки;
 при открытии вентиля подогревающего кислорода он под давлением подается в ключевое отверстие инжектора, через ряд периферийный отверстий к нему подходит пропан за счет разряжения;
при открытии вентиля подогревающего кислорода он под давлением подается в ключевое отверстие инжектора, через ряд периферийный отверстий к нему подходит пропан за счет разряжения;- в смешанном виде газы продвигаются по нижней трубке наконечника в сторону мундштуков;
- в головку наконечника резака вкручиваются внутренний и внешний мундштуки с наружной резьбой;
- по первому вентилю с центральным каналом подается кислород;
- подогревающий газ выходит из кольцевого зазора, который образовывается снаружи;
- когда появляется пламя, оно направляется на начальное место реза заготовки. Открывается вентиль режущего кислорода, когда участок нагрет до нужной температуры. Газовая струя под давлением сжигает металл и тут же выдувает его окисью.
Далее ацетиленовый или пропановый резак ведется на определенном расстоянии от металлического изделия, сзади остается узкая прорезь, которая ограничена боковой и лобовой плоскостями.
 Что касается такого элемента конструкции, как мундштук, то наружный всегда должен быть медным. А вот внутренние мундштуки для ацетиленового резака должны быть медными, а для пропанового — латунными соответственно. При выборе правильного внутреннего мундштука в зависимости от толщины обрабатываемой заготовки нужно оптимизировать расход кислорода в режущей струе.
Что касается такого элемента конструкции, как мундштук, то наружный всегда должен быть медным. А вот внутренние мундштуки для ацетиленового резака должны быть медными, а для пропанового — латунными соответственно. При выборе правильного внутреннего мундштука в зависимости от толщины обрабатываемой заготовки нужно оптимизировать расход кислорода в режущей струе.
Мундштук — это расходный материал, поскольку быстро подвергается изнашиванию, а также он забивается остатками расплавленных металлов.
Ниппель для шланга должен быть сделан на основе латуни. Если вы планируете приобретать бюджетный газовый резак вместе со шлангами, то его составляющие могут быть частично алюминиевыми, что делает изделие быстро изнашиваемым, и покрыты сверху под латунь или медь.
Правила применения оборудования
Прежде чем начать использовать такой резак по назначению, его нужно будет подготовить правильным образом:
- убедитесь, правильно ли подсоединены газовые шланги. Так, шланг для подачи кислорода нужно присоединить к штуцеру с правой резьбой. А вот шланг для горючего газа — к штуцеру с левой резьбой соответственно;
- все соединения подтягиваем, затем проверяем их на герметичность, чтобы при работе смесь не подвергалась утечке.
А также рекомендуется смазать резиновые сальниковые уплотнители вентилей глицерином или специальной смазкой. И только затем уже поджигается резак и начинается процесс резки.
Последовательность действий следующая:
 сначала откройте кислородный вентиль, а потом — газовый;
сначала откройте кислородный вентиль, а потом — газовый;- горючую смесь, выходящую из устройства выпуска, поджигаем;
- струю пламени отрегулируйте до нужного размера и интенсивности посредством вентилей;
- прогрейте металл, пока участок нагрева не приобретет соломенный оттенок;
- откройте вентиль режущего кислорода, начинаем процесс резки;
- после окончания резки сначала перекройте газовый, а потом кислородный вентиль;
- при сильном нагревании наконечника его опускают в холодную воду.
 В процессе работы следует проявлять особую внимательность и не допускать даже малейших ошибок. Если резка выполняется вручную, нужно надеть защитную маску и специальные перчатки.
В процессе работы следует проявлять особую внимательность и не допускать даже малейших ошибок. Если резка выполняется вручную, нужно надеть защитную маску и специальные перчатки.
Одежду следует надевать на основе натуральных тканей, при работе с огнем не допускается синтетика и другие легковоспламеняющиеся материалы. А также обувь должна быть удобней, чтобы передвигаться в ней было легко и быстро, если возникнет нештатная ситуация.
Поверхность для резки металла должна быть предварительно обезжирена. Потому как если кислород вступить в реакцию даже с минимальным количеством масла, то это также может спровоцировать взрыв. Нельзя прикасаться к баллону масляными руками, также строго запрещено курение в помещении.
Если шланг с газом случайно слетает или рвется, то переживать не стоит. Часто паника провоцируется издаваемым в этот момент громким звуком. В такой ситуации нужно, как можно быстрее перекрыть сначала пропан, затем кислород.
После применения резак нужно держать в специально отведенном месте, где на него не попадет жир или масло. А редукторы нужно хранить отдельно, резак же со сварочной горелкой можно держать вместе.

Стоимость таких приборов бывает разной. Она зависит от следующих показателей:
- страна-производитель;
- назначение;
- технические характеристики;
- бренд;
- вид;
- параметры.
Наиболее дорогостоящие аппараты — американские или южнокорейские. Они отличаются высоким качеством и длительным гарантийным сроком. А вот изделия из Китая — традиционно самые дешевые и имеют сомнительное качество. Однако даже по скромной цене вы сможете отыскать качественный резак, главное — это определиться, какой его параметр для вас наиболее важен.
Газовые резаки и горелки
Газовый резак относится к одному из видов ручного оборудования для резки металла, которая производится с помощью его накаливания до высоких температур. Резак служит для смешения горючего газа с кислородом, образования подогревающего пламени и подачи режущего кислорода к разрезаемому металлу. В обиходе резак называют автогеном или газовой горелкой. Но газовый резак и горелка все-таки не одно и то же. Резак отличается от горелки наличием трубки со специальным вентилем, предназначенной для подачи кислорода и наличием мундштука.
Использование рассматриваемого оборудования дает возможность разделять металлические листы на отдельные части. Газовые резаки можно разделить на несколько типов по различным параметрам.
По разновидности горючего газа:
- работающие на жидкостях (бензол, керосин или бензин);
- ацетиленовые;
- метановые, пропан-бутановые и др.
По основному принципу смешения кислорода с горючим газом:
- безинжекторные;
- инжекторные.
- для подводной резки;
- для резки материала, имеющего большую толщину;
- для прорези отверстий;
- универсальные.
- копьевые;
- кислородно-флюсовые;
- поверхностные;
- разделительные.
Инжекторные резаки
Инжекторным резаком называется такой, который имеет отдельный канал для подачи режущего кислорода и специальную головку, которая включает в себя два сменных мундштука — внутренний и наружный. Кислород из баллона проходит через редуктор и рукав с ниппелями попадает в резак, а в корпусе разветвляется по двум каналам. Часть газа, проходя через вентиль, направляется в инжектор. Струя кислорода выходит из инжектора с большой скоростью, тем самым создавая разрежение, и подсасывает горючий газ, который образовывает в смесительной камере вместе с кислородом горючую смесь. Эта смесь во время прохождения между наружным и внутренним мундштуками сгорает, в результате чего образуется подогревающее пламя. Другая часть кислорода поступает в трубку режущего кислорода, и, выходя через центральный канал внутреннего мундштука, образует струю режущего кислорода.
Основными деталями резака являются мундштук и сопло, которые в процессе резки быстро изнашиваются. Чтобы получить качественный рез, необходимо правильно подбирать размеры сопла, мундштука, точное соотношение давления подачи газа с соответствующей толщиной метала.

Рис. Принципиальная схема инжекторного резака.
1. Головка резака с внутренним и наружным мундштуками; 2. Трубка режущего кислорода; 3. Вентиль; 4. Регулировочный кислородный вентиль; 5-6. Ниппель; 7. Рукоятка ствола; 8. Корпус; 9. Регулировочный вентиль горючего газа; 10. Инжектор; 11. Накидная гайка; 12. Смесительная камера; 13. Трубка; 14. Внутренний мундштук; 15. Наружный мундштук.
Универсальные резаки
На данный момент наиболее популярными являются газовые резаки универсального типа. Они весьма устойчивы, хорошо выдерживают обратные удары, имеют небольшой вес, достаточно просты в эксплуатации, имеют возможность резки в любом направлении при толщине материала минимально 3 мм, максимально – 300 мм. В универсальных резаках смешение газов происходит внутри сопла.
Обратным ударом называется воспламенение горючей смеси в каналах горелки или резака и распространение пламени навстречу потоку горючей смеси. Обратный удар характеризуется резким хлопком и гашением пламени. Горящая смесь газов устремляется по каналу горючего газа резака в шланг, а при отсутствии предохранительного затвора – в генератор или трубопровод, что может привести к его взрыву и вызвать серьезные разрушения и травмы. Чтобы предотвратить возможные последствия обратных ударов, необходимо использовать предохранительные затворы, которые защищают генераторы и газопроводы от попадания в них взрывной волны от обратных ударов.
Основным преимуществом резаков с внутрисопловым смешением газов является стабильное горение пламени без хлопков и обратных ударов, что делает их применение наиболее перспективным и при ручной и при автоматизированной резке металлов. Все это способствует увеличению производительности, срока службы газовых коммуникаций, упрощению обслуживания резаков. Одним газовым резаком можно работать на различных горючих газах, для этого достаточно установить соответствующий мундштук.
Также важным преимуществом является то, что резаки с внутрисопловым смешением газов имеют более широкие пределы регулировки рабочей мощности от момента затухания пламени до полного его отрыва от мундштука.
Высокая надежность и безопасность работы на оборудовании с внутрисопловым смешением газов достигается за счет того, что газы проходят раздельно по каналам до самого мундштука, в котором происходит смешение. Взрывы горючей смеси не развиваются, так как она образуется на сравнительно коротких участках в мундштуке и имеет малый объем.

Мини-резак
Мини-резак является зажигалкой, имеющей дюзу газового резака, которая располагается сверху аппарата.
Мини-аппарат имеет хороший напор пламени и достаточный размер резервуара для газа.
Но длительное горение может сильно нагреть верхнюю часть мини-резака, и комплектующие, сделанные из пластмассы, могут просто расплавиться, а ремонту или замене зачастую они не подлежат.
Мини-горелка имеет тот же принцип работы, что и агрегат стандартных размеров. Но так как объем баллона небольшой, его необходимо часто заправлять. Такие мини-резаки отлично подойдут для небольших работ, но не для производства.

Рис. мини-резак
Резаки по виду горючего газа
Кислородный резак представляет собой установку, в которой горящую струю формирует поступающий под давлением кислород. Кислородный автоген считается одним из самых бюджетных аппаратов и вполне подходит для резки своими руками.
Керосиновый резак , как понятно из названия, работает при помощи паров керосина. Его используют при разрезании углеродистой стали, толщина которой составляет не более 20 см. Он отличается сложным устройством и применяется в основном в промышленных работах (характеристики горелки позволяют использовать ее в угольной или горнодобывающей промышленности, под землей, в то время как пропановый или ацетиленовый резак там использовать нежелательно).
Пропановый резак применяется для резки изделий, в составе которых есть цветные и черные металлы разного состава (чаще всего пропановые резаки используют при резке чугуна). Профессионалы отмечают такие качества как безопасность и надежность у пропановых аппаратов по сравнению с использованием других агрегатов.
Ацетиленовые резаки применяют, чтобы обрабатывать детали и листы, имеющие большую толщину. На всех таких горелках установлены отдельные вентили, с помощью которых можно устанавливать большую скорость и мощность подачи газа при работе. Существуют даже портативные резаки (мини-резаки), для работы которых нужна ацетиленовая смесь.
Газы для резки металлов
Ацетилен самый распространенный горючий газ, используемый в процессах газопламенной обработки. При использовании ацетилена важно учитывать его взрывоопасные свойства. К месту сварки ацетилен поставляется в специальных стальных баллонах, заполненных пористой пропитанной ацетоном массой, под давлением 19 бар.
Пропан технический – бесцветный газ с резким запахом. Пропан имеет самую низкую стоимость по сравнению с другими газами, поэтому часто используется для резки металлов с большим объемом работ. Но резку пропаном можно применять только для средне- и низкоуглеродистых сталей, а также для резки ковкого чугуна.
Также широко применяются пропан-бутановые смеси для резки сталей, сварке и пайке легкоплавких цветных металлов, закалке, газовой сварке пластмасс.
Табл. Основные свойства горючих газов для сварки и резки металлов.
Температура пламени в смеси с кислородом, °С
Количество кислорода на 1 м 3 газа, кг
Пределы взрываемости смеси, %
Способ транспортировки и хранения
Все виды газопламенной обработки
Растворенный в ацетоне в баллонах под давлением до 1,9 МПа.
Сварка легкоплавких металлов, пайка, кислородная резка
Газообразный в баллонах под давлением 16 МПА или по трубопроводу
Кислородная резка, сварка, пайка цветных металлов, сварка стали толщиной до 6 мм, металлизация, правка, гибка, огневая зачистка
В жидком виде в баллонах под давлением 1,6 МПа
Кислородная резка, сварка, пайка цветных металлов, сварка стали толщиной до 6 мм, металлизация, правка, гибка, огневая зачистка
В жидком виде в баллонах под давлением 1,6 МПа
Кислородная резка, сварка, пайка цветных металлов, сварка стали толщиной до 6 мм, металлизация, правка, гибка, огневая зачистка
В жидком виде в баллонах под давлением 1,6 МПа
Табл. Сравнительные характеристики резаков пропановых Р1П
Резак пропан Р1П-100
Резак пропан Р1-01П исп.10
Резак пропан Р1П
Резак пропан Р1 “Донмет” 142П 6/6
для резки низкоуглеродистых сталей
для резки низкоуглеродистых сталей
для резки низкоуглеродистых сталей
для резки низкоуглеродистых сталей
Диаметр ниппеля, мм
рукавов д. 6,3 или 9 мм
Количество мундштуков, шт.
Толщина разрезаемого металла, мм
Средняя рыночная стоимость
Преимущества газового резака GCE-KRASS:
- Улучшенная вентильная конструкция, плавная регулировка вентилей
- Безопасная смесительная камера;
- Плавная регулировка пламени с помощью вентилей отличного качества:
– металлические маховики вентилей с цветовой индикацией по типу газа, – минимизируют возможность ошибки при регулировке;
– латунные самоцентрирующиеся шпиндели вентилей подогревающего кислорода и горючего газа с конусными клапанами из нержавеющей стали, с ресурсом единичного вентильного узла не менее 10 000 циклов открывания – закрывания вентиля, что гарантирует герметичность запирания, препятствует утечке газов и повышает надежность и безопасность резака;
– открытие вентиля режущего кислорода в один поворот;
– латунный шпиндель вентиля режущего кислорода с плоским клапаном и уплотнителем PTFE. Такая конструкция не изнашивает седло вентиля и увеличивает срок эксплуатации резака;
- Дополнительные сетчатые фильтры встроенные в штуцера резака;
- Удобная, эргономичная и безопасная металлическая рукоятка;
- Подводящие трубки из нержавеющей стали более устойчивые к обратному удару и внешнему воздействию:
– предотвращают окислительный процесс и контакт окислов с газами;
– снижают риск механического деформирования наконечника резака;
- Российские стандарты мундштуков, единые для всех серий наших резаков
- В комплекте: универсальные ниппели Ø 6,3/9,0 мм, с гайками; наружный и 4-ре
Горелки газопламенные
Сварочная горелка является основным инструментом, который используется при сварке либо наплавке металла. Данное устройство служит для смешивания горючего газа или же паров горючей жидкости с кислородом и образования сварочного пламени.
В составе всех горелок есть устройство, с помощью которого можно регулировать мощность, состав и форму сварочного пламени.
Сварочные горелки, так же как и газовые резаки подразделяются на несколько видов:
– по способу подачи горючего газа и кислорода в смесительную камеру – инжекторные и безинжекторные;
– по роду применяемого горючего газа – ацетиленовые, для жидких горючих и водородные.
– по назначению: универсальные (сварка, резка, наплавка и пайка), и специализированные.

Рис. Схема инжекторной горелки.
1. Мундштук; 2. Сменные наконечники; 3. Смесительная камера; 4. Инжектор; 5. Вентиль кислородный; 6. Ниппель; 7. Вентиль для горючего газа.
Важно помнить, что при нагреве наконечника уменьшается инжекция кислорода и снижается разрежение в камере инжектора, что уменьшает в свою очередь поступление горючего газа в горелку. При этом поступление кислорода в горелку не уменьшается, что приводит к усилению окисления сварочного пламени. Чтобы восстановить нормальный состав сварочного пламени по мере нагрев наконечника сварщику необходимо увеличивать поступление горючего газа в горелку.

Рис. Горелка газопламенная GCE KRASS Г2С-Мини.
Недостатком инжекторной сварочной горелки является непостоянство состава горючей смеси.
Преимущество – работает на горючем газе как среднего так и низкого давления.
Также существуют безинжекторные горелки, в которых горючий газ и кислород подаются примерно под одним и тем же давлением. Вместо инжектора в состав горелки входит простое смесительное сопло, которое ввертывается в трубку наконечника горелки.
Сварочные посты с безинжекторными горелками снабжают газовыми регуляторами, которые обеспечивают равенство рабочих давлений кислорода и горючего газа. Безинжекторная горелка используется для сварки металла толщиной от 0,05 до 0,6 мм.
Горелки газовоздушные
Газовоздушные горелки предназначены для нагрева изделий, заготовок из черных и цветных металлов, а также для их пайки, обжига старой краски, ремонта кабельных линий и других работ. Газовоздушные горелки широко применяются при кровельных, строительных, ремонтных работах, связанных с использованием пропанового пламени.
Газовоздушная горелка состоит из ствола, наконечника и мундштука. На стволе расположен вентиль подачи горючего газа.
Горючий газ под давлением через ниппель поступает в канал горючего газа горелки и через регулирующий вентиль (а для варианта с рычагом – через клапан) поступает в наконечник. После чего он проходит через сопло и попадает в мундштук горелки, где происходит его смешивание с инжектируемым из атмосферы воздухом и при горении образует факел пламени.

Рис. Горелка газовоздушная для кабельных работ KRASS ГВ-100-Р.
Оборудование для газовой сварки, резки металла
Кроме комплекта газового резака с набором мундштуков, Вам также понадобятся:
– Вентили баллонные – запорные вентили, которые устанавливаются на баллон.

– Затворы предохранительные – устанавливаются на редукционных вентилях баллонов и в местах выхода (потребления) газовых распределений. Данный тип оборудования предохраняет газопроводы, баллоны от попадания в них взрывной волны при обратных ударах пламени из резака или горелки. Обратным ударом называется воспламенение горючей смеси в каналах резака и распространение пламени навстречу потоку горючей смеси.

– Редуктор баллонный. Регуляторы давления и редукторы баллонные одноступенчатые предназначены для понижения и регулирования давления газа, поступающего из баллона, и автоматического поддержания на постоянном уровне рабочего давления газа при питании постов и установок газовой сварки, резки, пайки, нагрева и других процессов газопламенной обработки.

– Рукав – резиновая трубка, по которой газ из баллона поступает через ниппель в газовый резак.

– Газовая рампа. В случае, если работы выполняются при большом расходе горючего газа, питание налаживают с помощью газораспределительной рампы.

– Газификатор. Это комплексный агрегат, который состоит из криогенного сосуда и продукционного испарителя, предназначен для хранения, а также преобразования сжиженного газа в газовую фракцию и выдачи его в линию потребления.
– Инструменты для разметки и измерений


Инструкция по использованию газового резака
1. Когда подобрано оборудование, необходимо позаботиться о безопасных условиях рабочего процесса. Работы рекомендуется производить на голой земле либо на бетонной плите или брусчатке, так как искры с места резки могут разлетаться на несколько метров. Сухие материалы, находящиеся поблизости могут загореться (сухая трава, бумага, стружка).
2. Стальной лист, который будет подвергаться обработке, следует положить на опору на удобной для резчика высоте. Отлично для этих целей подойдет стальной стол, на котором резчик может подготовить оборудование. Никогда в качестве опоры не используйте легковоспламеняющуюся поверхность.
3. На стальной лист перед началом резки необходимо нанести разметку линии реза.
Подготовка газового резака.
4. Необходимо подключить шланги к соответствующим баллонам с газом.
5. Убедитесь, что на резаке регулировочный вентиль для горючего газа закрыт. После чего нужно открыть газовый вентиль, который находится в верхней части баллона. В случае с применением ацетилена, нельзя допускать повышения его давления выше 1 атм., так как при высоких давлениях ацетилен может стать нестабильным и самопроизвольно воспламениться.
6. Далее необходимо подключить регулятор подачи кислорода, после настроить давление кислорода:
– Полностью откройте вентиль на баллоне с кислородом. Если открытие будет неполным, то кислород будет выходит вокруг уплотнительного кольца штока, так как давление в баллоне высокое – 150 атм.
– Медленно откройте регулятор на кислородном баллоне, одновременно наблюдая за показаниями манометра, пока давление не установится на нужной отметке (примерно 1,7-2,7 атм.).
– Откройте кислородный вентиль на резаке, чтобы продуть атмосферу из шланга. Так как на резаке два кислородных вентиля (первый – контролирующий поток кислорода со шланга в смесительную камеру, второй – расположенный дальше, контролирующий подачу кислорода в дюзу). Для начала открывается первый вентиль, который расположен ближе к шлангам, после чего немного приоткрывается дальний вентиль, пока шланг не очистится (это может занять несколько секунд).
– Закройте передний вентиль.
Эксплуатация газового резака.
7. Необходимо поджечь пламя резака. Для этого откройте вентиль для горючего газа на резаке, для того, чтобы кислород, находящийся в смесительной камере вышел в течение нескольких секунд. Далее закрутите вентиль, пока не услышите, что газ еле выходит. Расположите зажигалку так, чтобы мундштук резака касался внутренней части зажигалки. После чего надавите на рычаг. Появится небольшое пламя, от искр, поджигающих горючий газ.
8. Нужно подкрутить вентиль подачи горючего газа, чтобы длина факела пламени достигала прим. 25 см. Пламя должно начинаться прямо от мундштука резака. Если горючего газа подается слишком много, то пламя может отрываться от мундштука.
9. Далее нужно медленно открыть передний кислородный клапан. Цвет пламени поменяется на голубой. Подачу кислорода необходимо увеличивать, пока внутреннее голубое пламя не сожмется сторону мундштука.
10. Откройте кислородный вентиль еще больше, чтобы размер пламени увеличился, пока длина внутреннего пламени не станет чуть больше толщины разрезаемого листа стали.
11. Поднесите кончик внутреннего пламени к поверхности разрезаемого металла. Необходимо нагреть материал этим пламенем, пока не образуется участок расплавленного металла. Например, для листа толщиной 6,35 мм, этот процесс займет 45 секунд, но если лист толще или же металл более низкой температуры, то времени уйдет чуть больше. Конец пламени держите на расстоянии около 10 мм от поверхности разрезаемого металла, чтобы все тепло сконцентрировалось на одном участке.
12. Аккуратно опустите вниз ручку клапана резки, чтобы освободить струю кислорода, которая будет поджигать расплавленный металл. Если бурная реакция началась, значит, сталь загорелась, и вы можете постепенно повышать давление, пока струя кислорода не прорежет лист металла насквозь.
13. Когда струя будет разрезать металл, можете медленно передвигать мундштук резака вдоль линии реза металла. В процессе искры и образованный шлак сдуваются на дно или же к задней стороне отреза.
14. Продолжайте разрезать металл до конца линии реза.
15. После окончания работ необходимо охладить металл в большом количестве воды или же просто дать ему время остыть. Но не забывайте, что при соприкосновении раскаленного металла с холодной водой, образуется облако очень горячего пара. Закаленную же сталь охлаждать водой не следует, так как это отрицательно повлияет на ее качественные показатели.
16. После охлаждения нужно убрать шлаки с отреза. Также можно зашлифовать отрез.
Факторы, которые влияют на качество резки:
- Длина пламени. Она должна превышать толщину обрабатываемого материала.
- Мощность пламени. Подогревающее пламя может быть науглероживающим (для материалов с толщиной более 100 мм), нормальным (для материалов с толщиной от 10 до 100 мм) и окислым – для материалов, имеющих толщину от 3 до 8 мм.
- Чистота кислорода. При низкой чистоте кислорода происходит налипание шлака, который очень тяжело отделить от нижней кромки реза, что соответственно снижает качество резки.
- Расход кислорода. Если кислорода подается слишком много, то происходит охлаждение зоны резки, а если очень мало – металл не до конца окисляется, соответственно, окислы полностью не удаляются.
Автор статьи:
специалист по работе с корпаративными клиентами
ООО “Крионика”
Кравец Ольга Юрьевна

