Аргонодуговая сварка настройка аппарата
Как настроить аппарат для сварки алюминия – полная инструкция
Содержание:
Комплектующие для сварки. Выбор комплектующих
Процесс сварки алюминия начинается не только с выбора сварочного аппарата, но и с выбора правильных и подходящих комплектующих и расходных материалов. Давайте разберемся, какие расходные материалы понадобятся, чтобы сварить алюминиевый сплав. Первым делом нужно понимать тип сварки алюминия. Для TIG и MIG сварки набор комплектующих будет отличаться.
Для любого типа сварки понадобится защитный газ, который в работе подключается непосредственно к аппарату. Для сварки алюминия используется только инертные газы аргон, гелий или их смеси.
Выбирая тип газа, учитывайте, что гелий предпочтительнее использовать при сварке толстостенных деталей. Благодаря более высокой теплопроводности гелия в сварочной ванне удается поддерживать более высокую температуру, что лучше сказывается на качестве сварочного шва при больших толщинах.
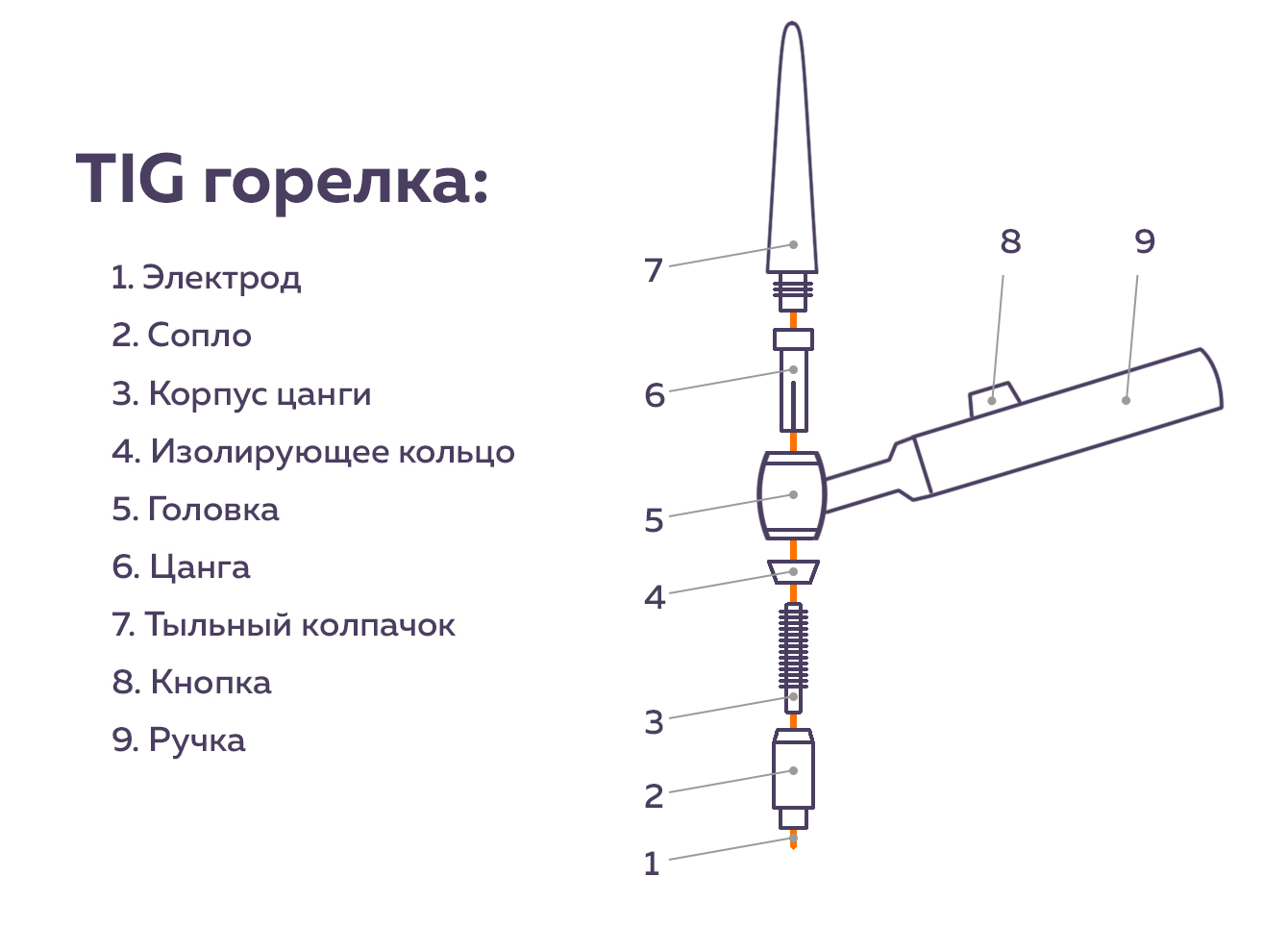
Для TIG сварки понадобятся:
- Вольфрамовый электрод – это стержень, который состоит из вольфрама и незначительного включения редкоземельных металлов. Чем больше вольфрама и меньше примесей, тем он будет дороже, но намного лучше в работе. Электроды со временем выгорают и требуют замены. Перед началом работы его следует заточить на нужный угол. Диаметр вольфрамового электрода подбирается под оптимальную силу сварочного тока и зависит от рода тока (постоянный или переменный). Для переменного тока нужны электроды большего диаметра, чем для постоянного при той же силе тока. Если диаметр электрода будет больше оптимальной силы тока, то сварочная дуга будет нестабильна, качество сварки ухудшится. Если меньше, то электрод будет быстро плавиться, что, соответственно, приведет к быстрому выходу из строя цанги, зажима цанги и керамического сопла.
- Цанга. Назначение цанги – это надежно зафиксировать электрод и передать на него сварочный ток. Подбирается точно под диаметр вольфрамового электрода.
- Зажим (корпус, держатель) цанги. Функция зажима – это фиксация цанги с электродом в головке TIG горелки, передача сварочного тока на электрод от кабеля и подача защитного газа в область сварки через специальные отверстия в корпусе зажима. На передней части зажима цанги выполнена резьба для крепления керамического сопла. Внутренний диаметр зажима цанги должен соответствовать наружному диаметру цанги.
- Тыльный колпачок (каппа, хвостовик, пенал). Предназначен для защиты и надежной фиксации вольфрамового электрода в цанговом зажиме горелки. Колпачки бывают разной длины: длинные, средней длины и короткие.
- Керамическое сопло. Основная задача сопла –равномерно распределять защитный газ для надежного удаления и замещения атмосферного воздуха из зоны сварки. По форме сопла бывают: конические, цилиндрические и профилированные (специальной формы). Керамические сопла бывают разной длины и внутреннего диаметра. Внутренний диаметр керамического сопла определяет размер газовой струи и зависит от диаметра используемого вольфрамового электрода. При выполнении сварочных работ на открытых площадках следует выбирать сопла с большим диаметром. Они обеспечивают лучшую защиту зоны сварки.
- Сварочная присадка. Представляет собой прутки диаметром от 1,6 до 4 мм длиной около 1 м. Хранение присадки после вскрытия герметичной упаковки должно быть минимальным. Быстрое окисление ее поверхности приведет к ухудшению качества сварного шва. Ее химический состав должен сочетаться с составом свариваемой детали. Диаметр присадки подбирается исходя из толщины свариваемого металла и желаемого размера шва.
Для MIG сварки понадобится:
- Сварочная проволока представляет собой алюминиевую холоднотянутую проволоку, смотанную в катушки разного размера весом от 0,5 кг до 7 кг. Размер катушки подбирается исходя из возможностей сварочного аппарата. Обычно используют проволоку диаметром от 1,0 мм до 1,6 мм. Проволока маленького диаметра быстро расходуется и подвержена большему риску замятия или деформации при протяжке.
- Сварочный наконечник предназначен для передачи сварочного тока непосредственно на проволоку. Внутренний диаметр сварочного наконечника должен строго соответствовать диаметру используемой проволоки, обычно он на 5-15% больше предполагаемого диаметра проволоки. При меньшем диаметре сварочная проволока будет застревать и деформироваться в наконечнике. При большем диаметре будет плохой контакт наконечника с проволокой, скачки силы тока, треск, нестабильная сварочная дуга. Со временем внутренний диаметр отверстия увеличивается за счет износа трением, и наконечник нужно заменить на новый.
Подготовка к работе
Для TIG и MIG/MAG сварки:
Убедитесь, что баллон с защитным газом стоит устойчиво на ровной поверхности и хорошо закреплен.
Следует проверить правильность подключения шлангов к аппарату, наличие защитного газа в баллоне. Выставить оптимальный расход газа. При MIG сварке для проволоки диаметром 1,00 мм – это 12-14 л/мин, 1,20 мм — 14-16 л/мин, 1,60 мм — 18-22 л/мин. Для TIG сварки расход зависит от диаметра керамического сопла и составляет от 5 до 12 л/мин. Если работы выполняются на улице, следует увеличивать расход газа. Иначе ветер может сдувать облако защитного газа.
Выберите удобное место для работы и ровную площадку для установки аппарата. Желательно, чтобы аппарат находился недалеко от места сварки и места подключения к сети. Иначе придется использовать длинные сварочные рукава и кабели.
Для TIG сварки:
Для MIG/MAG сварки:
Для полуавтоматов обязательно нужно использовать импульсный режим.
Проверить наличие тефлоновой трубки для подачи проволоки в сварочном рукаве. Трубки из других материалов не обеспечивают равномерную подачу алюминиевой проволоки без ее деформации из-за большой силы трения проволоки внутри канала. При длине сварочного рукава более 3-х метров необходимо использование горелки с дополнительным механизмом подачи проволоки в самой горелке типа Push-Pull.
Для MIG сварки алюминия нужно обязательно проверить работу подающего устройства. Для мягкой алюминиевой проволоки допустимо использовать только 4-х роликовый подающий механизм с гладкой (без насечек) U-образной канавкой, которые предотвращают образование задиров и другие деформации проволоки перед подачей в зону сварки.
Желательно, чтобы место сварки было защищено от ветра и сквозняков.
Зону сварки на поверхности алюминия перед работой обязательно необходимо зачистить с помощью наждачного диска, жесткой металлической щетки или абразивной шкурки. Делать это следует непосредственно перед сварочными работами. Кроме грязи или жировых отложений, на поверхности алюминия быстро образуется тонкий слой оксидов, который значительно затрудняет сварку. Также важно хорошо просушить заготовку, предварительно хорошо прогрев ее, чтобы вся лишняя влага испарилась.
Настройка аппарата
Лучше всего, если это будет специальный режим для сварки алюминия. Например, импульсный или двойной импульсный режим для MIG сварки или смешанный MIX-TIG режим для TIG сварки. Другие сварочные режимы не обеспечивают достаточное качество сварки алюминия и его сплавов или очень сложны в настройке.
Установите все параметры сварочного цикла. Силу тока горячего старта и его длительность. Сила основного тока подбирается исходя из толщины свариваемого металла, примерно 20-40 А на 1 мм толщины заготовки.
Аппарат MIG сварки для сварки алюминия обязательно должен иметь настраиваемый импульсный режим, MIG Pulse или MIG Double Pulse. Необходимо установить частоту и длительность импульса, силу пикового тока и соотношение пикового тока к основному.
Для сварки алюминия на аппарате TIG сварки обязательно должен быть включен режим переменного AC тока, это минимум который необходим для сварки алюминия. Важно иметь возможность настройки баланс тока (соотношение длительности положительного и отрицательного полупериодов) и баланс полярности тока (соотношения силы тока в положительном и отрицательном полупериодах), это позволяет уменьшить скорость разрушения вольфрамового электрода.
Но швы высокого качества с минимальными временными затратами на настройку аппарата может обеспечить специальный режим MIX TIG. При настройке необходимо установить соотношение длительности периодов постоянного, переменного тока и частоту.
После полной настройки аппарата попробуйте сделать пробный шов. Если необходимо, проведите коррекцию параметров сварочного цикла.
Если в аппарате уже есть готовые настроенные сварочные циклы или синергетическое управление, поначалу предпочтительнее пользоваться ими.
TIG. Учимся варить аргоном.

Всем привет и с наступившими!
Давно хотел научиться варить аргонно — дуговой сваркой или с английского TIG (tungsten inert gas). В отличии от других видов сварки (MMA — обычный электрод и MIG — полуавтомат), TIG сварка производится не плавящимся вольфрамовым электродом, что отдаленно напоминает работу паяльником. Так же TIG сваркой можно варить практически все типы цветных металлов, включая наиболее распространенный — алюминий в режиме переменного тока, что не возможно другими видами сварки. В отличии от обычной сварки, TIG сваркой можно варить в закрытом помещении, она более пожаробезопасна, не брызжет и не выделяет дыма (только нужна система вытяжки, что бы не дышать газом).
В общем сделал себе на новый год подарок, и собрал самый бюджетный набор начинающего TIG Сварщика.
Перед этим естественно почитал немного литературы про TIG сварку и посмотрел некоторые ролики на youtube где все достаточно подробно разжевано.
Для начала был приобретен обычный инвертор с функцией поджига дуги при TIG сварке.

Сам инвертор немецкий и вроде как даже немецкой сборки. Мне он достался новый на акции за 9 800 р.
Т.к. аппарат бюджетный, то он варит только в режиме прямого тока DC (Direct Current), т.е. нет возможности варить алюминий. Алюминий варится в режиме переменного тока AC (Alternating Current). Так что если нужно варить алюминий, аппарат должен работать в режиме DCAC.
Так как я начинающий сварщик, и бюджет мой был ограничен, то было решено в качестве первого знакомства с TIG сваркой взять самый бюджетный вариант и научится варить нержавейку. Тем более у меня стоит первоочередная задача переварить часть выхлопа и сделать 4-е крепление подушки двигателя. Аппарат имеет максимальный ток в 160 А, чего в принципе достаточно что бы варить металл толщиной до 4 мм.
Аппарат работает от розетки 220V, по размерам очень компактный, для него есть даже пластиковый чехол как для дрели=).
Итак аппарат куплен. Далее к нему отдельно были куплены: горелка — 2 950 р, баллон с заправленным аргоном на 10л — 3 900 р, редуктор на баллон для регулировки давления газа — 2 350 р. (не посмотрел и взял с функцией подогрева, ну да ладно), перчатки — 300 р., фитинги — быстросъём для газового шланга. Шлем для сварки у меня уже был, рекомендую брать сразу хамелеон. Итого набор начинающего TIG сварщика мне вышел в районе ± 20 т.р.
Если рассматривать сразу аппараты, с возможность варить алюминий, то это еще где то + 20 т.р.
Горелка обычная с ручным вентилем (про-во Италия). В комплекте сопла 5 и 6, два электрода 1,6 мм и 2,4 мм и цанги к ним. Электроды — имеют серую цветовую маркировку — универсальные. Есть так же целая цветовая палитра электродов под разные задачи (об этом чуть позже). Горелка имеет отдельно шланг под газ и подключается напрямую к редуктору баллона (на более дорогих аппаратах горелка вместе с шлангом для газа подключается к сварочному аппарату). Шланг просто одевается на фитинг редуктора. Отдельно замутил фитинги и сделал быстросъём как на пневмо инструменте.

Редуктор желательно брать с колбой с шариком.

При подключении фитингов и редуктора к балону используйте фум ленту для 100% герметичности. Сам газ — аргон продается в балонах 40, 10, и 5 литров. Я по не знанке купил в интернет магазине новый балон на 10л, и думал что он уже заправлен =), а он был конечно же пустой. Найти контору куда можно просто приехать и заправить балон не удалось, аргон везде продают на обмен (привез пустой, забрал другой полный и заплатил только за газ). Обычно на обмен новые балоны редкость, я нашел чуть чуть БУ =).


Перед установкой электрода в горелку, его необходимо предварительно заточить. Для этого пришлось еще купить бюджетный точильный станок, но он мне был уже давно нужен. Электроды затачиваются продольно самому электроду — это важно, т.е. полоски от заточки должны идти продольно а не поперек. Длинна заточки — 2 — 2,5 диаметра самого электрода, но я не сильно парился и точил на глаз.

Вылет электрода от сопла зависит от размера сопла, чем шире сопло, тем больше может вылет но и больше нужно расходовать газа. Основная задача — обеспечить работу сварки в среде газа.
Отдельно заказал себе на ebay и aliexpress наборы газовых линз с соплами и отдельно большую газовую линзу для обеспечения цветных швов, а так же золотые и синие наборы электродов на 1,6 мм и 2,4 мм (пока жду посылку).

Отдельно купил бу канальный вентилятор и замутил вытяжку над рабочим столом.

И так, все готово. Можно начинать делать первые шаги в TIG сварке. Для новичком рекомендуют начинать тренироваться на обычном прямом листе стали, что бы для начала почувствовать горелку в руке, научиться держать электрод над сварочной ванной на нужном расстоянии и вести горелку под правильным углом. У меня валялось два кусочка трубы — нержавейки 1,5 мм, поэтому решил не париться и начать с них.
Выставил аппарат на 35 Ампер, режим TIG. Поджиг дуги осуществляет очень просто — касаешся кончиком электрода об металл и чуть его поднимаешь, дуга образуется мгновенно. Никаких чириканий и прочей херни делать не нужно, кайф))).


Не айс конечно :). Начинать с трубы была не самая лучшая идея, тк нужно вести дугу постоянно меняя угол, что бы обеспечить правильный угол горелки (по мне где-то 60 гр.). Так же нужно выставить правильную силу тока. Т.к. пока опыта нет, и соответственно горелку быстро двигать не получается при этом обеспечивая нужную сварочную ванну, то ток выставлял не высокий. Со временем начинаешь контролировать сварочную ванную и это прям отдельный кайф ))).
Вторая попытка.

С верху что то вырисовывается, а вот изнутри провара нет. Значит нужно добавить тока. Чуть добавил и провар появился.

Если вы начинаете варить и у вас пошли искры как на MMA сварке значит забыли включить газ)))
Вот так это выглядит, буквально за 2 секунды.

А вот так электрод. Еще пару секунд и сопло бы поплавилось.

Мокнуть электроду в сварочную ванну для начинающих дело пустяковое, у меня за пару часов тренировки пару разков получилось. После этого 100% нужно перетачивать электрод, да и по виду все понятно.
Где то читал, что если правильно варить то на кончике электрода образуется маленький круглый шарик. У меня один раз так было. Если не затачивать электрод, то все сразу видно по дуге. Дуга становится не тонкая, а широкая и не сконцентрированная на одном участке, дуга постоянно гуляет по разным точкам металла.
Далее решил потренироваться на обычной пластине металла. После трубы конечно все намного проще. У меня была пару кусочков от крепления, в итоге получились интересные цветные швы. Видимо такой металл.

Слишком мало тока, нет провара.

Поднял ток до 50А,
С третьей попытки получилось даже красиво).


Далее решил вернуться к трубе. Отрезал как попало с большим зазором два кучка трубы нержавейки. В итоге получил такую картинку.

Для начала подумал много тока. Но примерно тоже самое получилось убавив ток с 50 до 35 Ампер. Значит дело не в токе. Просто имея зазор, металл начинал плавиться по зазору. Для этого нужно использовать присадочный пруток. У меня завалялся пруток нержа на 1,6 мм. Остался от ребят которые варили мне выхлоп.
Первые разы сварки с прутком конечно не удобные, пруток в левой руке кажется инородным и не привычно держать. Потом постепенно рука немного начала привыкать и удалось заварить дырку, но шовчик получился жирненьким)))

Жаль конечно что максимально можно 20 фото выложить(, так бы чуть по более накидал.
В завершении скажу, что затея со сваркой мне понравилась и в принципе процесс интересный. Нужно конечно набивать руку и пробовать разные варианты соединений металла. Возможно в будущем поснимаю сам процесс.
В общем продолжение следует однозначно).
Сварка алюминия аргоном: подробная инструкция для начинающих
Алюминий – не самый легкий материал для металлообработки. Однако, при соблюдении определенных правил и рекомендаций, сварка этого металла не вызывает трудностей. Сварные соединения можно выполнять разными способами, но самый надежный и красивый шов, который не нуждается в дополнительной обработке, можно получить только при использовании аргона.

Специфические свойства алюминия
Прежде чем на практике осваивать сварку в аргоне соединений «летучего» металла, следует хорошо понимать его свойства и обязательно учитывать их. Такие характеристики, как небольшой удельный вес, высокая прочность и стойкость к коррозии, позволяют создавать легкие и надежные конструкции. Но несмотря на то, что алюминий легко поддается механической обработке и формовке, создание неразъемных соединений с ним имеет свои особенности:
- Алюминий – высоко активное вещество. При взаимодействии с кислородом он окисляется. На его поверхности образуется «защитный» слой в виде оксидного покрытия, для нагрева которого нужна температура свыше 2 тыс. градусов, тогда как t плавления самого металла в зависимости от его чистоты составляет 640-660 ⁰C.
- Из-за высокой теплопроводности данного цветного металла происходит интенсивный отвод тепла от места сварки в соединяемые детали и глубина провара становится меньше. Чтобы такого не происходило, заготовку предварительно нагревают.
- Когда алюминий плавится, то не меняет цвет, что создает определенные трудности. Потому как визуально невозможно оценить нагрев соединяемых элементов. Из-за чего случаются прожоги и утечки.
- При проведении сварочных работ необходимо учитывать значительный коэффициент линейного расширения алюминия. В следствие литейной усадки могут возникать деформации и трещины внутри соединительного шва. В этом случае выполняют его модификацию или увеличивают расход проволоки.
Еще один важный момент – определить расход газа. Чем толще материал, тем он выше.
Чтобы металл при взаимодействии с кислородом не окислялся, рабочую зону защищают аргоновым куполом. Если использовать сварочные полуавтоматы, то две задачи решаются одновременно: непрерывная подача проволоки и защита зоны плавления от внешнего воздействия.
Сварка алюминия. Основные способы
Металлообработку алюминия в большинстве случаев проводят полуавтоматом, аргоном, инвертором.
При сварке полуавтоматическим аппаратом (MIG/MAG) вместо электрода используется сварочная проволока. Она бывает двух видов: омедненная и флюсовая. Поскольку проволока подается автоматически, то нет необходимости следить за расстоянием между горелкой и металлом. Оно постоянно.
Шов получается доброкачественным, хотя скорость выполнения ниже, чем при втором способе.
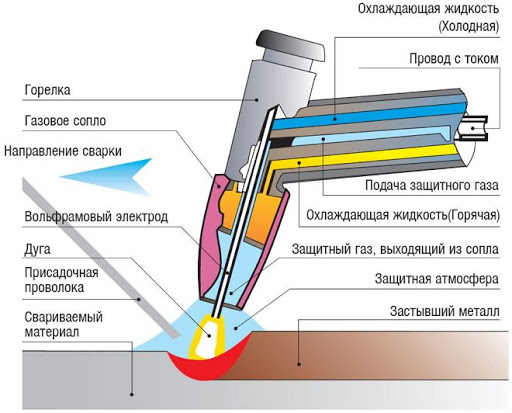
При аргонодуговой сварке (TIG) работают с электродами из вольфрама. Детали нагреваются посредством электрической дуги, которая горит между электродом и местом соединения. В область расплавления металла подается алюминиевый провод, благодаря чему формируется сварочный шов.
Варить такой материал, как алюминий, инвенторными аппаратами не всегда удобно, поскольку сложно контролировать качество. При использовании плавящихся электродов с покрытием сварка выполняется постоянным током, где держатель с электродом присоединяется к плюсовой клемме инвентора. В случае с вольфрамом используется переменный ток.
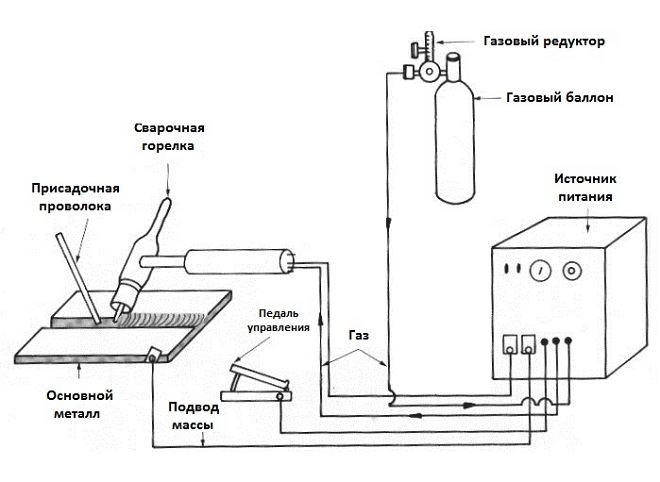
Технология аргоновой сварки
Данная технология применяется там, где важен вид и качество сварного соединения. Для её выполнения потребуется источник тока, баллон с аргоном, подающее устройство, которое проталкивает присадочную проволоку в рабочую зону, и аппарат. Если он двухрежимный, то необходимо выбрать режим переменного тока (АС). Первоначально работают с большой силой тока, чтобы быстрее прогреть металл. Затем её уменьшают, во избежание пережогов.
Чтобы снизить расход аргона, необходимо укомплектовать горелку газовой линзой со специальной сеткой.
Настройка аппарата
Алюминий и его сплавы свариваются на прямой полярности, на электроде минус. Сварку выполняют переменным током.
Настройка аппарата производится следующим образом:
- Непосредственно перед работой выставляют давление газа (6-12 л). Оно зависит от условий (помещение или открытый воздух) и диаметра сопла. Нужно учитывать такое понятие как турбулентность. Когда из сопла выходит большой напор газа, он перемешивается с воздухом, и защита зоны снижается.
- Далее определяются с режимом работы.
- Устанавливают продувку шва (сек) и ток старта (А).
- Возрастание тока (2 сек).
- Затем выставляют основной ток, который зависит от вида и толщины материала.
После чего приступают к настройкам переменного тока. Как правило, это частота в 200 Гц и баланс переменного тока 40% при небольшой ширине шва.
Устанавливают режим «заварка кратера» (усадочная раковина, возникающая в результате резкого обрыва дуги), время спада, ток завершения и обдув шва. По определению кратера быть не должно. Есть замок и он не должен отличаться от основного шва, но это зависит от мастерства сварщика.
| Режимы аргонодуговой сварки алюминия вольфрамовым электродом | ||||
| Толщина металла, мм | Диаметр, мм | Сила тока, а | ||
| Вольфрамового электрода | Присадочной проволоки | В аргоне | В гелии | |
| 1-2 | 2 | 1-2 | 50-70 | 30-40 |
| 4-6 | 3 | 2-3 | 100-130 | 60-90 |
| 4-6 | 4 | 3 | 160-180 | 110-130 |
| 6-10 | 5 | 3-4 | 220-300 | 160-240 |
| 11-15 | 6 | 4 | 280-360 | 220-300 |
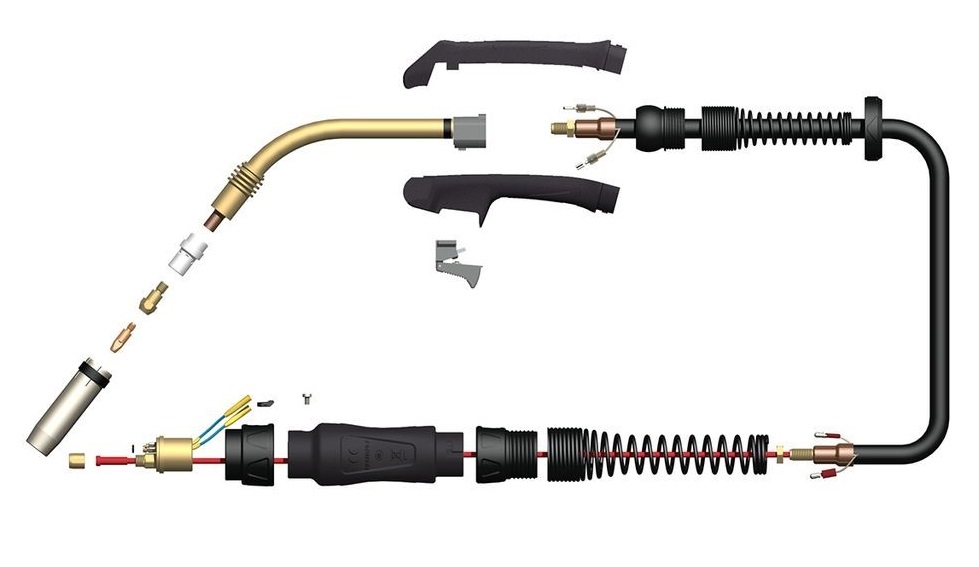
Горелки и расходные материалы
 Аргоновая горелка TIG, как правило, входит в комплект поставки аппарата. Для большинства видов работ её будет достаточно. Но когда планируют работать с алюминием продолжительное время, то лучше приобрести или изготовить самостоятельно блок жидкостного охлаждения. Тем самым продлевают срок службы горелки. Они бывают двух видов: американские с круглой ручкой и европейские, довольно сложные в плане эргономики. Есть и российский вариант, но излишне тяжелый и громоздкий.
Аргоновая горелка TIG, как правило, входит в комплект поставки аппарата. Для большинства видов работ её будет достаточно. Но когда планируют работать с алюминием продолжительное время, то лучше приобрести или изготовить самостоятельно блок жидкостного охлаждения. Тем самым продлевают срок службы горелки. Они бывают двух видов: американские с круглой ручкой и европейские, довольно сложные в плане эргономики. Есть и российский вариант, но излишне тяжелый и громоздкий.
Расходники к горелкам:
- Электроды из вольфрама диаметром 2,4 мм используются для решения большинства задач. Для токов свыше 150 А можно приобрести электрод 3,2 мм. Этих диаметров будет вполне достаточно.
- В комплекте поставляются обычные сопла без газовых линз. Но если хотите сэкономить на газе и повысить газовую защиту, то её лучше поставить.
- Самое ходовое сопло № 7, для алюминия больше брать не рекомендуют.
- Для тех, кто собирается заниматься ремонтной сваркой, нужно иметь колпачки разных размеров.
Можно приобрести сразу комплект с расходными материалами. Стоит он недешево, зато надолго закроет проблему с расходниками.
Подготовка соединяемых деталей к работе
Части, которые будут свариваться между собой, делают максимально ровными и плоскими. Если имеется ленточный гриндер (станок для финишной обработки материала), то для удаления зазоров можно воспользоваться им или болгаркой. Края обрабатывают напильником или металлической щеткой с мелким ворсом.
Детали должны быть чистыми. С их поверхности удаляют любые загрязнения (грязь, пыль, жир), используя моющие средства. Оксидную пленку снимают щеткой с жесткой щетиной. После чего детали промывают чистой водой и обезжиривают при помощи ацетона или любого другого растворителя, который должен высохнуть сам по себе.
Если размер заготовок небольшой, их помещают в нагретый до 60⁰C щелочной раствор, и держат в нем несколько минут. Затем поверхность шлифуется металлической щеткой.
Подготовительные работы проводятся непосредственно перед началом операции, пока не начались окислительные процессы.
Почему используют переменный ток
Сварочные работы аргоном выполняют на переменном токе. И первая его цель при работе с алюминием – разрушение оксидной пленки. В каждом аппарате эта настройка называется по-своему: баланс переменного тока, очистки, обратной полярности. Но по факту это баланс переменного тока, то есть регулировка времени включения обратной полярности.
Обычно выставляется процентное соотношение 50/50. Верхняя цифра – прямая полярность, нижняя – обратная. Надо понимать, что регулируется не сила тока, а время нахождения в обратной полярности. Когда его убавляют, улучшается глубина проплавления, сужается дуга, увеличивается её стабильность, но качество разрушения оксидной пленки снижается.
Когда время нахождения в обратной полярности увеличивают, то дуга расширяется, как и зона зачистки, оксидная пленка разрушается быстрей, но уменьшается глубина провара и стабильность дуги. Она начинает рыскать.
Обратная полярность влияет на физическое состояние вольфрамового электрода. При увеличении времени возрастает нагрузка на него, что приводит к разрушению (оплавлению).
Если убавить баланс обратной полярности, то превышение амперных нагрузок приведет к тому, что от вольфрама будут отрываться частички и улетать в деталь. Электрод при этом расслаивается и разрушается. Вот почему важно поймать баланс переменного тока.

Некоторые особенности металлообработки в среде аргона
Сваривание элементов начинают с прихвата, с одной и другой стороны. Затем переворачивают заготовку и делают два дополнительных прихвата, а в случае большой длины – 3-4.
Если есть педаль, то регулировать подачу тока удобней ей. Пока металл не разогрет и нет расплавленного алюминия, присадку не подают. Присадку подбирают по толщине материала. Расстояние между электродом и заготовкой должно быть не больше 3 мм, чем меньше, тем лучше, но это для продвинутых.
Горелку держат немного под наклоном. Самый лучший угол – прямой, потому как позволяет получать симметричную ванну, а она в свою очередь имеет максимальную газовую защиту. Но в этом случае не видно самого процесса сварки. Поэтому горелку слегка наклоняют, примерно на 15 градусов. Так делают в случае стыкового шва. При варке таврового соединения, если детали одной толщины, то угол наклона электрода составляет 45 градусов, причем он ставится строго между двух деталей, чтобы плавить их равномерно. Если одна деталь толще (чаще всего основание), то наклон электрода выполняют на толстый металл.
Чтобы получить качественный и красивый шов, присадку подают понемногу. Разогрели, двинули, подали. Сварка спешки не любит. Необходимо поймать момент движения горелки и подачи присадки. Подавать нужно в хорошую сварочную ванну. При недостаточном токе слышится характерный треск, как при жарке сала. Его быть не должно. Значит алюминий еще холодный, необходимо увеличить ток. А если треска нет, но ванна начинает расползаться и её невозможно контролировать, величину тока нужно уменьшить. Только тогда будет образовываться красивая чешуйка.
По поводу защиты сварочной ванны. Аргон должен быть качественным, поэтому гостовский лучше не использовать. В идеале брать аргон высокой чистоты – 99,998%. Чтобы ламинарный поток газа был правильный (не перемешивался и не пульсировал) и максимально выполнял свою функцию, на горелку устанавливают газовую линзу, а поверх нее – керамическое сопло.
Итак, подведем итог. В начале процесса подается газ и только после этого приступают к сварке, а в конце операции действия выполняются наоборот с задержкой до 5 с.

Преимущества и недостатки аргоновой сварки
Создание неразъемных соединений деталей из цветных металлов и их сплавов при помощи аргона имеет свои плюсы и минусы.
- В отличие от прочих технологий, этот способ позволяет получить надежные и визуально красивые швы небольшой толщины при незначительном нагреве свариваемых элементов. Поскольку деформация минимальная, то данный метод применяют для сварки заготовок, имеющих сложную конфигурацию, и тех металлов, что не свариваются никакими другими способами.
- Аргон, являясь инертным газом, тяжелее воздуха, поэтому при соблюдении технологического процесса атмосферные газы не попадают в зону расплавленного металла.
- Электрическая дуга короткая и имеет высокую тепловую мощность, следовательно, при достаточном уровне подготовки работы проводятся качественно и не требуют большого количества времени.
- При должном усердии, учитывая основные требования и нюансы, освоить процесс нетрудно.
- Если работы проводятся на открытом воздухе, то при порывах ветра газ может улетучиваться, что отрицательно скажется на качестве соединительного шва. Тогда нужно воспользоваться закрытым помещением, где установлена принудительная вентиляция.
- Высокая стоимость и сложность оборудования, работа с которым требует специальных знаний и определенных навыков.
- При использовании высокоамперной сварки необходимо заранее предусмотреть дополнительное охлаждение.
Как можно заметить, минусы незначительные и при желании устраняемые.
Главная ошибка новичков при сварке алюминия
Движение электронов происходит от минуса к плюсу или наоборот. И когда присадка подсовывается в воздух, её оплавляет температура от сварочной ванны. Она окисляется, и капля попадает в ванну. В результате появляется чернота на швах, и новички не могут понять причину. Это ошибка 80% начинающих сварщиков.
Присадка, пока она находится в воздухе, не имеет никакого заряда. Когда она касается детали, то получает тот же заряд, что и заготовка. Электроны, которые летят от вольфрамового электрода к детали, не огибают препятствие (присадку), а пробивают его. Таким образом, тепло дуги и движение электронов срезают кусочек проволоки, забирая его в ванну и нагревая.
Второй момент, это когда присадка касается сварочной ванны, последняя отдает тепло, что облегчает и ускоряет забор присадочной проволоки.
Такие мелкие нюансы обязательно нужно учитывать в процессе обучения.

Рекомендации для начинающих
Нельзя делать резких движений держателем и отводить горелку от рабочей зоны, иначе газовая защита исчезнет и в неё попадет воздух. Что приведет к появлению пор и окислов в сварочном шве. Соединение разорвется в любой момент или в нем появятся трещины.
Если шов округлой или овальной формы, то можно говорить о недостаточной глубине провара. Поэтому всегда нужно следить за сварочной ванной. В идеале она имеет удлиненную форму, с небольшим валиком.
Электрод смотрит только вперед, а присадка подается ему навстречу и обязательно равномерно. Если она поступает с перерывами, то дуга станет нестабильной, а значит увеличится расход газа и электроэнергии.
Разумная ценовая политика, гибкая система скидок, интересные акции
Наличные, банковские карты, карты рассрочки, работаем с юр. лицами
Оригинальный товар, возможность возврата, сервисная поддержка, чек
Осуществляем доставку заказов в любую точку Беларуси 6 дней в неделю
Как влияет циклограмма на процесс настройки аппаратов TIG?
Сварка — это технологический процесс, в котором необходимо учитывать большое количество параметров и факторов. Наибольший контроль за сварочными характеристиками необходим при аргонодуговой сварке TIG неплавящимся электродом в среде защитных инертных газов. Поэтому для упрощения контроля за рядом параметров в сварочных инверторах используется циклограмма.
С помощью циклограммы сварщик задает необходимые параметры сварки, чтобы процесс не вызывал сложностей, а также для предотвращения различных дефектов. Рассмотрим циклограмму сварочного аппарата ПТК МАСТЕР TIG 200 P AC/DC D92.
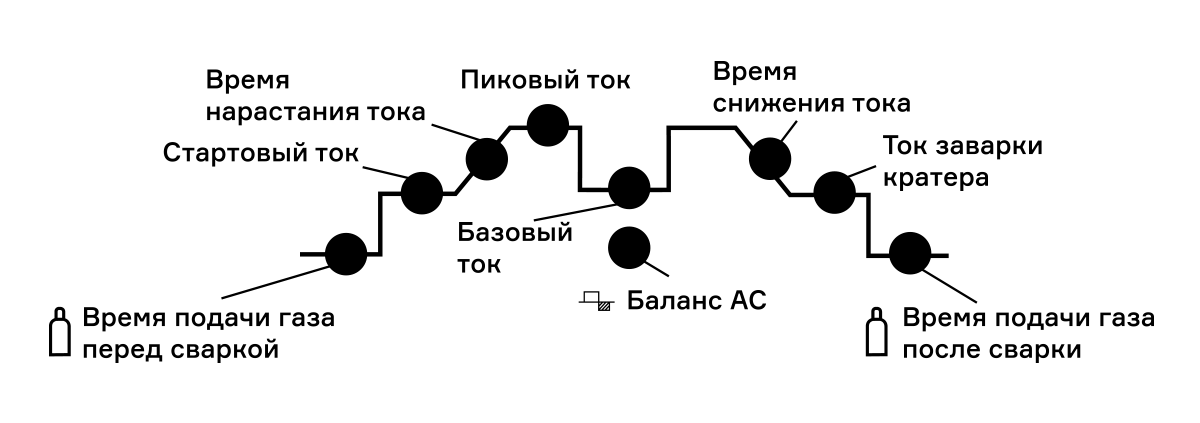

Каждый параметр циклограммы важен, поэтому для получения качественных сварных соединений необходимо понимать, для чего он нужен и как его настроить. Давайте поподробнее разберем каждый из них.
Время подачи газа перед сваркой
Это параметр, при котором увеличивается время задержки срабатывания высокочастотного осциллятора, при этом газовый клапан в аппарате находится в открытом положении, тем самым подавая защитный газ в горелку. Обычно имеет диапазон регулировки от 0,1 до 10–15 секунд. Регулировка этого параметра позволяет выгнать из всех каналов аргонодуговой горелки лишний кислород для того, чтобы он не попал в зону сварки и не наполнил сварочный шов парами, т.к. инертные газы тяжелее воздуха и вытесняют кислород из зоны сварки.
Совет. Рекомендованное значение времени подачи газа от 1,0 до 2,0 секунд. Этого вполне достаточно, чтобы выгнать воздух из всех каналов и не расходовать защитный газ понапрасну.
Стартовый ток
Параметр, который позволяет установить сварочный ток в начале сварки. Равномерно прогревает свариваемые кромки металла для получения сварочной ванны и последующего введения присадочного прутка. Обычно имеет диапазон 5–15 Ампер до максимального значения сварочного тока аппарата.
Время нарастания тока
Параметр, с помощью которого можно контролировать время изменения сварочного тока со стартового до основного (пикового) тока. Параметр имеет особое значение при сварке толстого металла, когда кромки уже разогреты, но силы сварочного тока не хватает для того, чтобы получить сварочную ванну. Диапазон регулировки от 0,1 сек до 10–15 секунд.
Пиковый ток
Или основной ток для сварки дугой без импульса — это основной сварочный параметр, который формирует сварочную ванну и сварочный шов. При сварке импульсной дугой – это верхний предел сварочного тока, так же формирующий сварочной шов. Обычно имеет диапазон от 5–15 Ампер до максимального значения сварочного тока аппарата.
Совет. Стартовый ток лучше установить больше пикового (основного) тока на 10–20 Ампер, чтобы быстро сформировать сварочную ванну без дальнейшего перегрева основного металла. Время спада тока лучше установить от 1,5 до 2,0 секунд, чтобы долго не греть металл и не получить прожог.
Базовый ток
Показатель, который в сочетании с пиковым током дает импульсную дугу с определенной частотой, которую можно регулировать. Базовый ток устанавливает нижний предел импульса. Используется при сварке тонколистового металла для предотвращения перегрева, выгорания легирующих элементов, прожогов и короблений. Базовый ток позволяет удержать сварочную ванну от провала и от прожога. Стандартный диапазон регулировки от 5–15 Ампер до максимального значения сварочного тока аппарата.
Этот параметр будет активен только в режиме AC Pulse и DC Pulse, т.е. при сварке импульсной дугой, в других режимах данный параметр работать не будет.
Время снижения тока
С помощью времени снижения тока можно контролировать время изменения сварочного тока основного (пикового) до тока заварки кратера. Имеет диапазон регулировки от 0,1 до 10–15 секунд. В течение этого времени ток будет плавно снижаться для того, чтобы в конце сварочного шва не образовался кратер.
Ток заварки кратера
Параметр, который позволяет установить ток для завершения процесса сварки. Диапазон от 5–15 Ампер до максимального значения сварочного тока аппарата. Позволяет завершить сварку без образования кратера.
В режиме работы горелки 2Т спад тока и заварка кратера начинается после отпускания кнопки, в режиме 4Т кнопку необходимо зажать до погашения дуги.
Время подачи газа после сварки
Параметр, при котором высокочастотный осциллятор отключается, при этом газовый клапан в аппарате находится в открытом положении, тем самым подавая защитный газ в горелку. Диапазон регулировки от 0,1 до 10–15 секунд. Регулировка этого параметра позволяет охладить горелку и свариваемое изделие.
Дополнительные сварочные параметры
Рекомендуем обратить внимание на сварочные параметры, которые применимы только в определенных режимах:
1. Баланс полярности переменного тока в режиме AC и AC Pulse
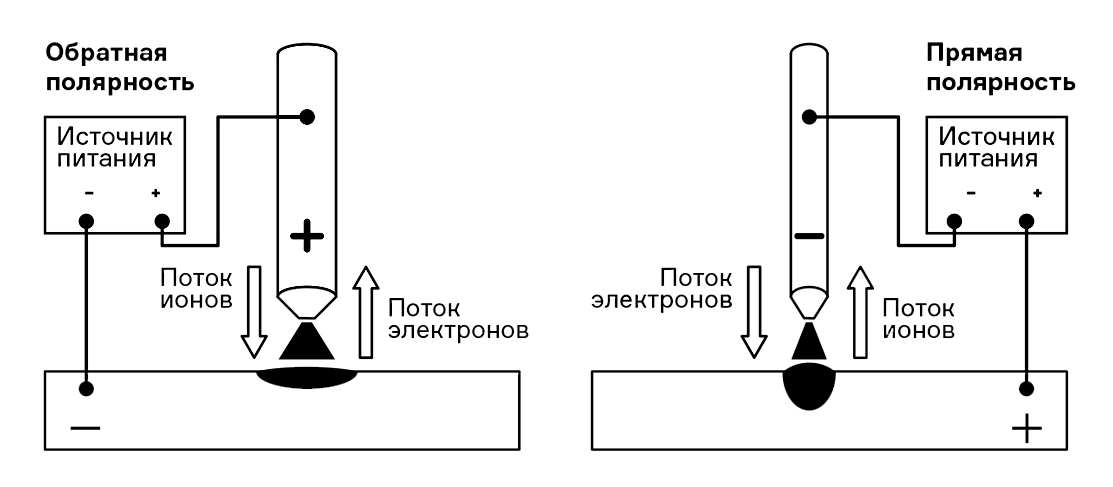
Полярность тока сварки существенным образом сказывается на характере протекания процесса аргонодуговой сварки. При использовании обратной полярности процесс сварки TIG характеризуется следующими особенностями:
- Сниженный ввод тепла в изделие и повышенный в электрод (поэтому при сварке на обратной полярности электрод должен быть большего диаметра при одном и том же токе. Иначе он будет перегреваться и быстро разрушится.
- Зона расплавления основного металла широкая, но неглубокая.
- Наблюдается эффект катодной чистки поверхности основного металла, когда под действием потока положительных ионов происходит разрушение окисной и нитридной пленок (катодное распыление), что улучшает сплавление кромок и формирование шва.
При сварке на прямой полярности наблюдается следующее:
- Повышенный ввод тепла в изделие и сниженный в электрод.
- Зона расплавления основного металла узкая, но глубокая.
Совет. При сварке алюминия на переменном токе, на кончике вольфрамового электрода необходимо образовать шарик, диаметром не более ½ диаметра электрода.
Чтобы образовать шарик на конце электрода необходимо:
- Выставить регулировку так, чтобы баланс полярности переменного тока был 50/50. На аппарате ПТК МАСТЕР ПТК МАСТЕР TIG 200 P AC/DC D92 показатель равен (65+15)/2=40. 40% — баланс отрицательной полуволны и положительной полуволны одинаков.
- Выставить баланс полярности в положение 45–50. На этом режиме шарик образуется в заданных значениях диаметра. Если вы выставите баланс полярности больше, то положительная полуволна увеличится, электронов потечет больше, на вольфраме начнет увеличиваться шарик.
- После образования шарика рекомендуем вернуть баланс полярности в исходное положение.
2. Частота переменного тока (режим AC и AC Pulse)
Этот параметр влияет на тепловложение в металл, на стабильность горение дуги, на глубину проплавления и ширину зоны очистки. Чем больше частота переменного тока, тем стабильнее горение дуги, более узкий сварочный шов, меньше тепловложение в изделие. Применяется при сварке тонколистового металла, где требуется стабилизировать дугу и уменьшить тепловложение. Чем меньше частота переменного тока, тем шире сварочный шов, больше зона очистки и больше провар. Применяется при сварке толстого металла.
3. Частота импульса (режим DC Pulse и AC Pulse)
Этот параметр влияет на тепловложение в металл, на стабильность горение дуги и на глубину проплавления. Чем больше частота импульсов тока, тем чаще пиковый ток будет спадать до базового и наоборот — базовый ток подниматься до пикового. Это обеспечивает стабильное горение дуги, узкий сварочный шов и меньшее тепловложение в изделие.
Применяется при сварке тонколистового металла, где требуется стабилизировать дугу и уменьшить тепловложение. Чем меньше частота переменного тока, тем реже пиковый ток будет спадать до базового и наоборот – базовый ток подниматься до пикового, следовательно, шире сварочный шов, больше зона очистки и больше провар. Применяется при сварке толстого металла.
4. Скважность или заполнение импульса в режиме DC Pulse и AC Pulse
Этот параметр схож по физическому смыслу с балансом полярности переменного тока. Однако, скважность импульса регулирует не положительную или отрицательную полуволну, а регулирует длительность пикового и базового тока в цикл длительности импульса.
Пример: Если частота импульса 50 Гц, что соответствует 20 мс, а базовый и пиковый ток — 50 и 100 Ампер соответственно, то при скважности импульса 50%, 10 мс ток будет 100 Ампер, а оставшиеся 10 мс — 50 Ампер, если скважность импульса составит 75% — 15 мс будет ток 100 А, а 5 мс – 50 мс.
Исходя из вышесказанного, чем выше скважность импульса, тем больше длительность пикового тока и выше тепловложение в металл, шире сварочная ванна. Чем меньше скважность — тем меньше тепловложение, стабильнее дуга, у́же сварочная ванна.
Запомните, что внимательное отношение к настройкам сварочных параметров поможет избежать дефекты и трудности при аргонодуговой сварке TIG. В качестве рекомендации ниже приведена таблица, в которой сделан акцент на важные моменты настройки параметров сварки. Таблица носит ознакомительный характер и не служит руководством к действию.

